
电 话:13567401080
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号
1、首先是机械设计,抗压强度够、扭距大、变速便捷、运行稳定、能锁住在随意视角有利于左右模。设计方案抗压强度是不是能承担设计方案较大 模具。2、空间或动能的使用率,也是一个考量指标值,它立即关联到您的产品成本,对您的商品是不是具备竞争能力起着很重要的功效。有的机器设备看起来佼佼者(火炉非常大),但只有做一些小商品,要不是设计方案抗压强度不足,承担不上大模具的净重;要不是构造不足紧凑型,齿轮传动构件占有很大的空间,减少了置放模具的空间。空间利用率高,自然也就代表着能量利用率高。制作塑料制品加工厂(自然耗能还与隔热保温特性等要素相关。)3、另一核心技术是火炉内的温度是不是匀称、发热量可否匀称送到模具的每一个角落里。4、模具在正反转时,转速不是同样,举例说明以下:设主轴轴承与次轴传动系统螺旋伞齿轮的之比1:1,则伺服电机(转速为r1)和次轴电动机(转速为r2)同样方位旋转时,模具的转速为r2-r1;假如二者反过来方位旋转时,模具的转速为r2+r1。塑料制品加工厂厂家转速不统一,大家难以揣摩所挑选的转速主要参数是不是在产品品质中起着不好的功效。来看要更改这一情况非要用PLC或是是电脑上了。不一定,一些滚塑机无需电脑上或PLC控制,就可以保证这一点,又为您节省了一台电脑上或是PLC。构成越繁杂设备故障率就越高,想来您是搞清楚这一点的。5、最重要的技术性应该是品质自动控制系统。产品品质的优劣,品质的平稳,靠什么?中国老旧的滚塑设备靠的是人的眼睛和工作经验。一个新员工沒有一年半拉,是学不上什么的,还得看他的智力怎样呢。还有工作经验的员工也会出现看错的情况下,假如看不到的呢又该如何去操纵呢,想听一位同行业盆友说,他只能把模具拉出去看一下,还没有进行再放进炉内再次,直至进行才行。对啊,这类机器设备也只能这样了。看别人海外机器设备,如美国的Ferry企业的滚塑机,她们早已再用无线遥控器技术性了,可以测得模具里边的温度,而且无线数据传输到电脑上里,历经电脑上的剖析来分辨什么时候能够终止加温、什么时候能够出模。6、实际操作简易、非常容易把握,对生产商而言是十分火爆的。美国Ferry企业的机器设备对作业员的规定显而易见,务必会电脑上、会英文吧。中国的滚塑产品厂很必须有两年入岗历经的有工作经验的作业员,但很缺乏,因此就会有出高薪职位请老师傅的状况。制作塑料制品加工厂另外,人才外流的生产厂家,又得去招新员工来,因此,又有许多滚塑产品厂的人事主管老是泡在劳动力市场,找寻新员工,再累死累活塑造,塑造成熟了又要担忧何时会离开。
1、如果制品壁的抗压能力要求较高,制品上是否要设计加强筋或“吻式”结构。2、在制品脱出的方向上,设计中是否包含了较深的侧面陷。武汉制作塑料制品加工厂如果是,它们必须设计在外面或作为活动嵌件,这样模具费用将增加。因为塑料的收缩性,所以一些小的凹陷可以不予考虑。但是必须要知道多大的凹陷程度不需要额外的模具。3、模具块数有多少。标准情况下模具有两块,但是如果制品的设计较复杂可能要求多块模具。这将影响到模具的费用,模具的维护和塑料制品的单件成本。4、设计尺寸时要注意,一般来说滚塑制品的收缩在3%左右 ,如果滚塑制品对尺寸精度要求高的话,还要从原料参数,产品内部结构,模具材料收缩性等去做分析和调整5、制品要求怎样的表面处理,是镶铸在模具的表面上还是在铸造好的模具上机械加工。武汉塑料制品加工厂厂家表面处理程度的不同不仅对模具费用有很大的影响,而且有时特定的表面处理会影响制品脱模。6、设计中圆角是否足够大以使树脂自由地流到模具的每个地方。足够的圆角半径是多少7、在制品上是否存在两个壁面之间树脂流动不好的区域。这个区域的距离有多长。如果距离较长,此处模具的表面处理将很困难并使费用增加。如果它很狭窄,树脂很困难甚至是不可能流进该空腔。8、是否用嵌件来给塑料制品附着其它部件。嵌件的位置如何,在成型操作中它们是否能保持状态。9、模具的分型面在何处。有时制品的审美需要与模具制作的实际要求在分型面问题上会有差异。10、滚塑制品转角应设计成圆角,不能设计成尖角或直角,圆角有助于原料流动和成型,圆角角度越大,转角的壁厚均匀性越好,成型越好。

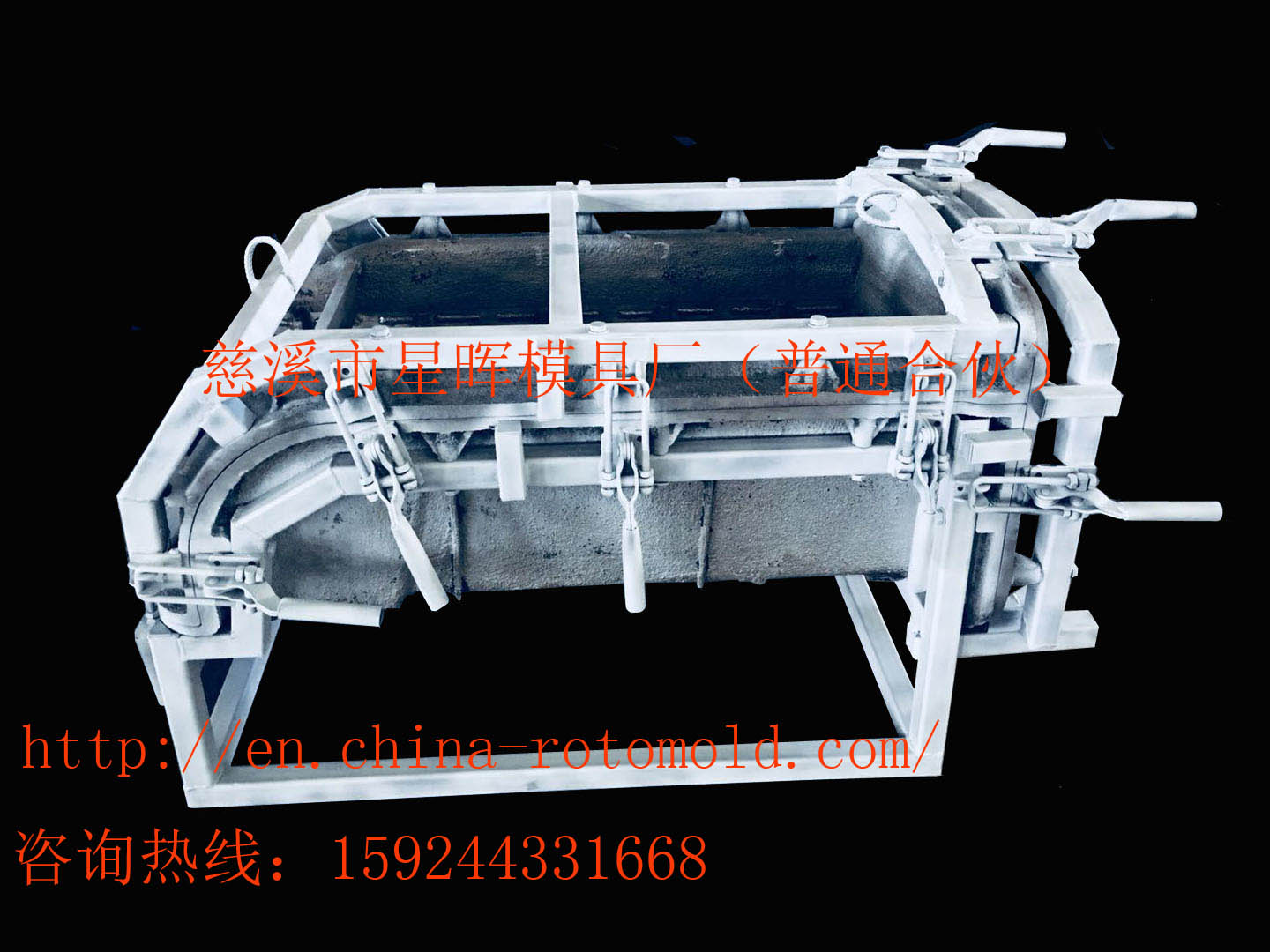
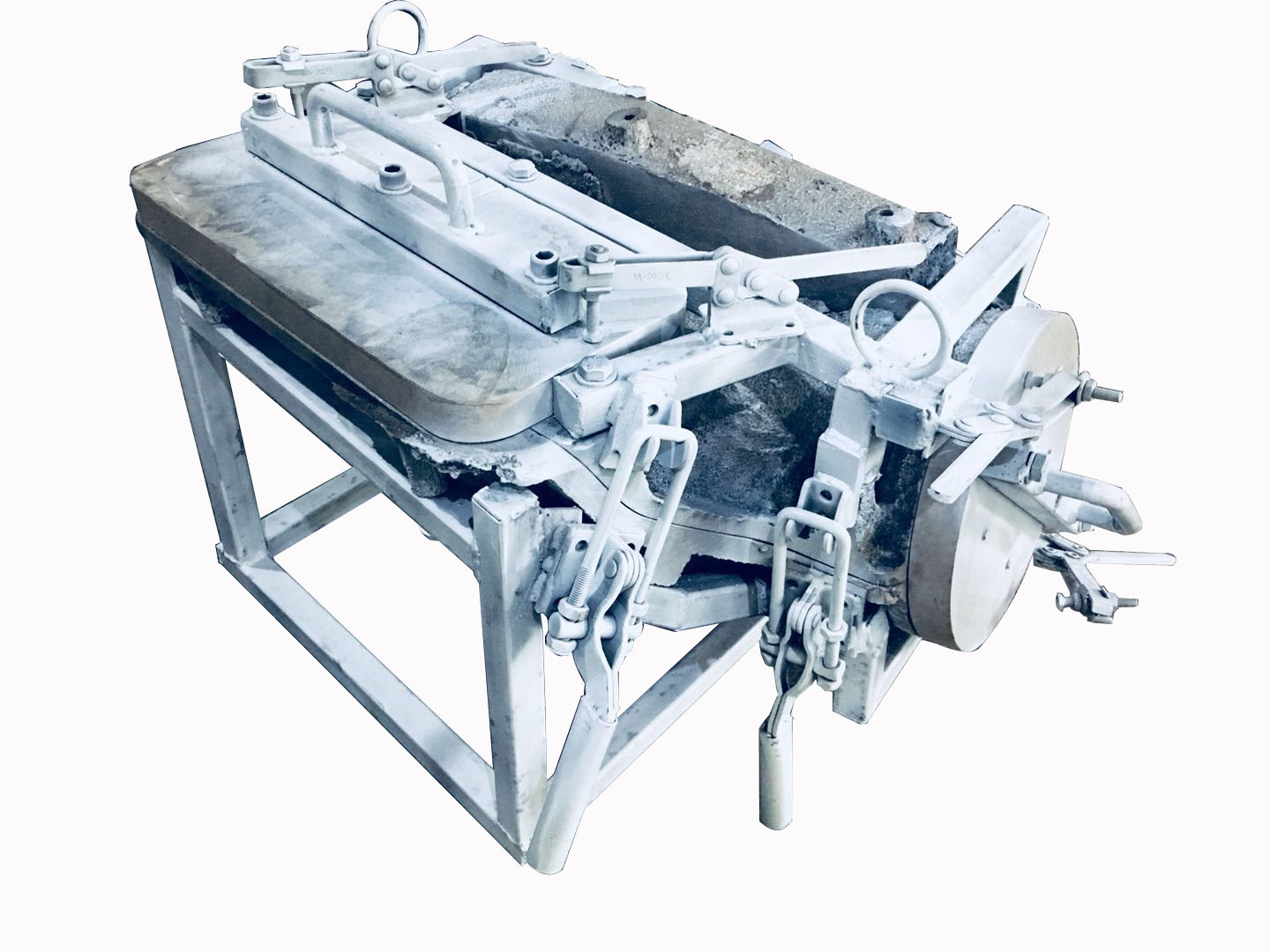
尽管也是塑胶模具的一种,但由于滚塑成型是在无工作压力的情况下开展的。制作塑料制品加工厂模具自身在遇热后要对原料开展能源传送令其之熔化,以后又要尽早使产品流失发热量以加速制冷,因此与注塑加工、阻燃塑料、注塑等别的必须耐热髙压的模具对比在设计方案与生产制造层面有非常大的差别,主要特点以下:1、不承担髙压,因此模具不用做得厚厚的很沉重;2、沒有热流道系统、制冷槽等,构造较简易;3、规定传热和排热都很好,这就规定模具的厚度在确保模具抗压强度的前提条件下需要尽可能较薄,并且制做模具常用原材料的导热系数好些;4、的协调能力较高,尽管一般是两块式组成,但还可以依据产品的规定有别的不一样的组成;5、的自动化技术水平低,出模合锁模大部分必须根据人力实际操作;6、就生产制造一样商品的模具而言,因壁薄厚。塑料制品加工厂厂家构造简易,制做時间和产品成本都相对性较少,维护保养检修也较为非常容易;

影响滚塑产品质量的因素有很多,其中比较重要的有模具的形状,模具的旋转速度,模具加热温度、加热时间,塑料粉末的物理特征等等。1、滚塑产品的模具:旋塑用的模具是单壁封闭模具,它给出制品的外形轮廓而对制品内部轮廓无法精准到细部。旋塑用模具的制模材料一般选择普通碳钢板焊接。焊接模成本比较低,尤其适用于大型旋塑制品。旋塑工艺对其模具有如下基本要求:模具在反复加热和冷却的过程中不容易发生变形和挠曲。模具上应附有便于松脱的夹持机构,以使模具在加热和冷却工序中能紧密闭合,而在需要卸下制品和装料时又能很容易的打开。2、的旋转速度:通常旋塑机采用两个可调速电机为模具绕主轴及次轴的旋转、摇摆运动提供动力,这样模具的绕主轴转速和绕次轴摇摆皆可调节。制作塑料制品加工厂操作者通过调节两个调速电机的转速,可在任何制品形状下获得相对均匀的制品壁厚。模具旋转、摇摆的基本作用是使粉状物料均匀混台并遍布模具表面。3、聚乙烯粉末的颗粒大小:聚乙烯粉末颗粒的大小对其熔融过程有重要的影响。颗粒越小,其表面积与体积之比越大,熔融速率就越高。通常旋塑粉末颗粒应不低于30目,但是 ,粉末颗粒尺寸也不宜过小,因为太细的粉末极易吸湿、结块,很难烘干,增加工艺上的困难。塑料制品加工厂厂家太细的粉状物料在模具中翻滚时将会结块,导致粉末的不均勻受热,最终形成不均匀的制品壁厚或者在制品中形成熔融不充分的塑料。4、加热时间和冷却时间:加热时间过短会导致粉末未熔融完全,塑料性能达不到高指标,加热时间过长会导致塑料氧化,从而破坏其塑料分子结构,易老化,发脆影响滚塑制品质量,而冷却时间也十分关键,冷却过快,容易使制品变形,影响制品使用性和美观性。
![]()








