
电 话:13567401080
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号

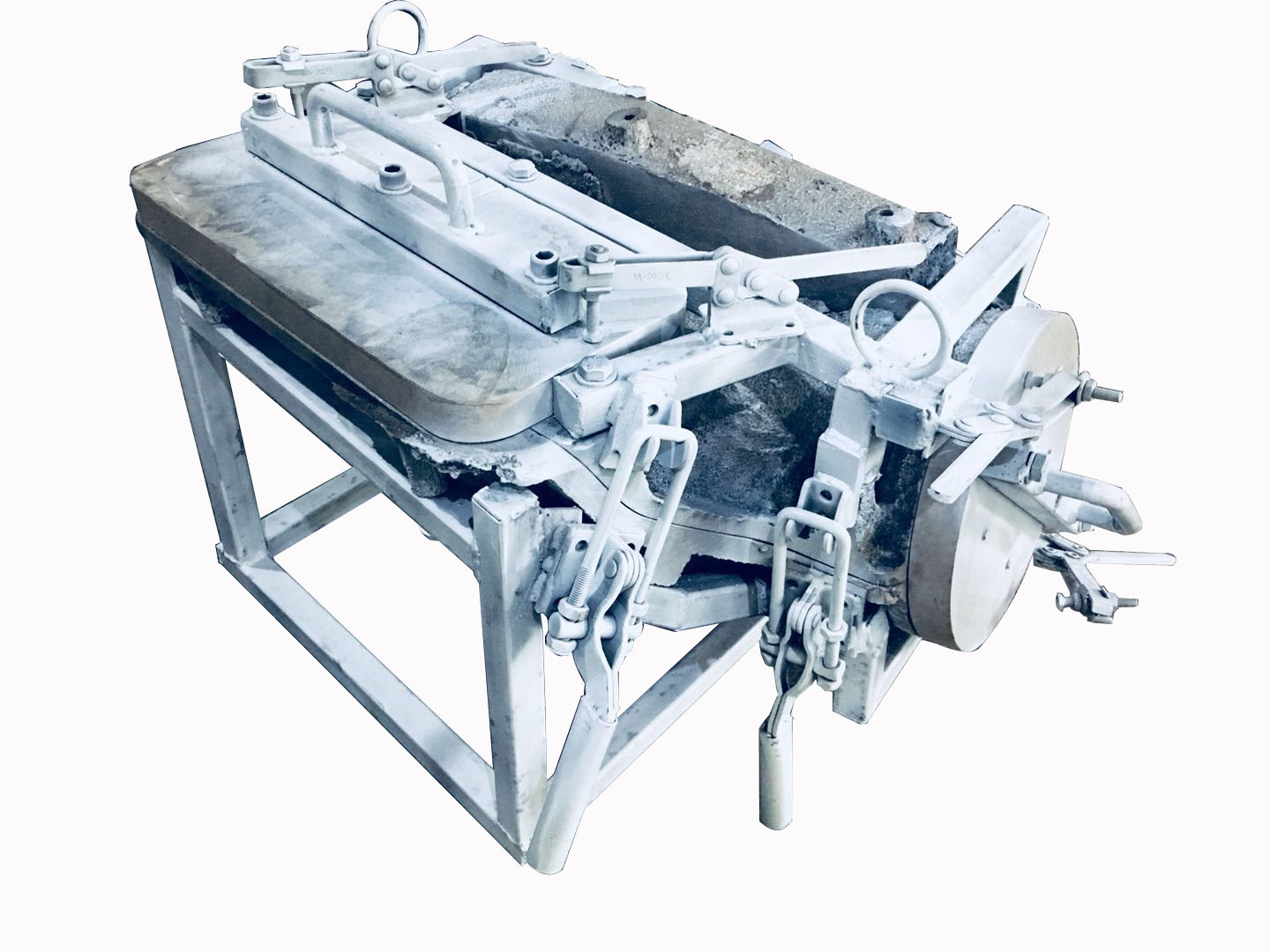
滚塑产品的形状影响滚塑容器的成型,但大致是壳体结构,为便捷出模,一般选用对出模。 1、应尽量薄(可节约驱动力)且对产品厚度和特性有立即影响(太厚易造成模腔内原材料溫度不一样)。另与滚塑方法和加热系统软件相关,如:热液体传输加热模具δ应加厚型=12-15mm,以确保液体迅速加热泪盈眶模具且匀称溫度。本地塑料模具制造用以暖风循环式加热的模具,δ就薄一些(5-7mm)。2、滚塑容器需有排气口,便于排出来因模内压力升高,低分子化合物溶解。排气口是一个厚壁金属塑料管,伸到模腔中心,为防止转动时粉状树脂从排气口外溢,该孔用玻璃丝,石墨粉这类原材料铺满。3、原材料的规定不高。传热性、延展性、电焊焊接性、耐温性好就可以。钢、铝普遍。模具原材料影响加热滚塑容器所需时间加热周期中的关键一部分,因而模具材料对加热周期影响非常大。如205℃,δ=3.1m的镍制模具与薄厚为614mm的铅模具相同加热,時间h1比h2小滚塑容器模具:模具自转和公转速度等要制取壁厚匀称的产品,模具的自转和公转速度及传动比十分关键的影响因素。滚塑容器自转速率不可以太快,造成向心力会使原材料飞出模腔,适当的速率应确保模具每转一周就会有一层料粘在模内壁。关键取决于树脂黏度。黏度高,迟缓转速比下才可以匀称遮盖模腔。塑料模具制造定制公转速度低于自转速率,一般 为1:4,有时候1:1或1:8上下。传动比在于产品形状、模具悬架方法。

每一个商品最少有一副模具,商品生产制造进行后,要不是常见模具,必须储放起來,便于下一次再用。本地塑料模具制造以便维持的优良情况,促使模具能较为便捷地再次资金投入生产制造,储放时要留意以下几个方面。1、存储的地区要防止湿冷和工地扬尘处,更不可以室外放置,而要挑选干躁自然通风、不容易起灰的自然环境,不可以有浸蚀的化学物质和汽体,环境湿度要维持在70%下列,使模具不容易锈蚀和集尘器,若有标准得话最好是有单独的模具库。搞好相对的标志档案资料纪录,包含模具的设计方案方、生产商、使用时间、净重、总计已生产制造总数、检修纪录、存储時间这些信息内容。2、因为是大空心的,企业品质尽管沒有别的塑胶模具那麼重,但由于容积很大,因此总体的净重也是较为大的。一般要把大中型的、偏重的模具储放在室内空间较宽阔、非常容易拿取的地区,模具下边应垫以木枕或木架子,并刮平放齐。3、储放的模具上不可以此外再压吊物。假如储放模具的地区比较有限,能够 构建模具架向室内空间借地。路面放大中型的、偏重的模具,铁架子上能够 放相对性小一些的模具,模具下边必须整平地埋下伏笔木工板或木架子。4、模具进库时,应擦洗整洁。分析面法兰盘和通风口等位置可以用包装袋或锡纸捆扎,还可以油垢堵漏,避免水份、尘土和脏物等进到模具内。铁模能够 涂以防锈剂,防止长期性储放后模具锈蚀。5、置放模具时,有模胚的模具要沿着模胚竖直面较大 的那边整平放置,沒有模胚的模具要依照模具承受力最少的方位来放置,随后用物块搞好各方向的支撑点。6、整副模具不适合拆卸储放。塑料模具制造定制不然非常容易形变和毁坏内壁表层,并且触碰水份、尘土及脏物等,模具非常容易锈蚀和搞脏。7、理应按时开展查验,针对这些置放時间太长、将来无实际意义的模具应立即清除损毁。
加工过程 在开展滚塑加工工艺以前,你需要准备好一些品质优良的模板,并将其置放在一台滚塑设备的转臂上,这台滚塑设备一般由加温室和转臂构成,有的还含有制冷设备如洒水做雾化或制冷散热风扇。在安装稳妥以后,最先把好多个模具放到设备上边。本地塑料模具制造随后,在每一个模具内放进塑料环氧树脂粉末状,随后从竖直和水准的2个视角边旋转边加温。融化了的环氧树脂将炽热的模具和表层包裝匀称密不可分地黏合在一起。加温到一定時间后,需终止加温但要再次旋转至脱模溫度,令模具在这其中再次旋转直到其每一部分的薄厚均保持一致。塑料模具制造定制做到脱模溫度后,开启模具,将商品从模芯中取下,随后添加新的环氧树脂,进到下一个旋换。在全部制作过程中,模具旋转的速率,加温和制冷的時间通通要历经严苛而精准的操纵。

一个塑料制品,是否合适用滚塑成型来生产制造,或是滚塑成型是否做这一制品的最佳挑选,务必依据该制品的样子、规格、原材料、成本费、总数等要素来综合性分辨。本地塑料模具制造假如有几种塑料成型法都能够考虑到来做这一塑料制品得话,能够 参考滚塑成型加工工艺的优点和缺点,运用枚举法来挑选出最佳的成型方法。1、确定是否中空制品;要不是中空制品,又不是聚氨酯发泡实芯制品,那么就基础能够 清除用滚塑产品来生产加工了。塑料模具制造定制如果是中空制品,因为能够 成型中空制品的方法有吹塑成型、热成型和滚塑成型等几类,而每一种成型方法都是有其优点和缺点,在方法的挑选上面有一些地区是重合的。也只有说滚塑成型是生产制造这一商品的挑选之一。2、看制品规格;假如要做的塑料制品容积非常大,尺寸的规格中最少有一项超出当今吹塑机的工作能力,或是工业生产上能够 获得的热成型塑胶板材总宽,那基础能够 清除吹塑成型或热成型,换句话说这类制品只有用滚塑成型法来生产加工。3、看样子;假如这一制品的三维规格都会所述三种成型法的生产量范畴以内,接下来就得看制品的样子。假如样子繁杂,例如除杂器皿等,应用吹塑成型或热成型就生产制造出不来总体的制品。这时候只有用滚塑产品来生产制造。4、看原材料成份;也就是看制品用哪种原材料来生产制造。假如这一制品的原材料是聚丙稀的,那么就无法用热成型来生产制造。本地塑料模具制造如果是用液体聚乙烯增塑糊的,那么就只有用滚塑产品来生产制造。5、看制品构造;假如制品包括封闭式的平行面双壁构造,则滚塑成型是优选的成型方法,由于热成型要用更加繁杂和更加价格昂贵的智能磨具。当规定制品的厚度匀称或外角要牢固的状况下,滚塑成型也变成最好的挑选。6、看磨具构成;假如磨具是非常复杂或是由双片构成,设备无法全自动出模,这一制品就没法用热塑性成型或吹塑成型来生产制造。滚塑成型的出模基础全是由人力来进行的,即便较繁杂的磨具还可以人力进行,因此这一制品只有由滚塑成型来生产制造。7、看嵌入件假如制品有镶件和镶件得话,就需要依据嵌入件与制品融合的复杂性来挑选生产加工方法,滚塑成型在能够 嵌入的复杂性上应高过吹塑和热成型。另外,用滚塑成型来预埋件嵌入件,它的融合色牢度也是三种成型方法中最好是的。8、看高效率与成本费;假如应用所述比较分析法后,这三种方法依然都行得通,那么就较为这一制品的产品成本和高效率了。尽管吹塑成型方法一般磨具成本费较高,但生产制造速度更快、生产制造高效率,要是把生产量和高效率测算一下,就能得到出厂价。假如这一中空制品的需要量非常大得话,一般状况下。用吹塑做的成本费最少。滚塑加工成型磨具的成本费低于吹塑成型方法,小批量生产时供货時间也低于吹塑成型方法。但因为滚塑产品的生产率相对性较低,商品数量要求大时,成本费会升高,其优点减少乃至缺失。而热成型的高效率和成本费一般是接近吹塑和滚塑产品中间的。因此商品需要量小的时候用滚塑成型划算;而商品需要量大时,就需要挑选吹塑或热成型了。塑料模具制造定制总而言之,最后挑选某一个成型方法来生产制造一个塑料制品,并不是说别的的成型方法就一定不可以采用,而仅仅在综合性较为了多种要素后作出的最佳挑选。
滚塑材料也算是小众市场了,但是随着近几年I业的进步,分子材料科学技术的飞跃进步, 一场以塑代钢的革命浪潮逐渐升起。本地塑料模具制造很多行业的产品逐渐有钢铁转塑料,塑料的原材料也不断地升级。 那么作为滚塑加工行业来讲具体会有那些滚塑原材料呢?今天小编为您慢慢解答: 1.低密度聚乙烯(LDPE ) , 密度为0.910~0.925g/cm2.熔点为107.其制品都具有密度低、透明性好、绝缘性好等优点,主要用于dao农膜(棚膜、地膜)、重包装膜、 收缩膜、 透明膜、 绝缘料及电缆护套的生产,还可以用于注塑、挤压、发泡等加工领域。2.LLDPE (线型低密度聚乙烯) :相对密度0.918- -0.939。 塑料模具制造定制熔点为121 ,产品理化性质:无毒、无味、无臭的乳白色颗粒,与LDPE相比具有强度高、韧性好、刚性强、耐热、耐寒等优点,还具有良好的耐环境应力开裂、耐撕裂强度等性能,并可耐酸、碱、有机溶剂等。适于作薄膜,用于吹膜、压膜、吹瓶。强度低、韧性好、延展能力高。优异的抗环境应力开裂性,抗低温冲击性和抗翘曲性使LLDPE对管材、板材挤塑和所有模塑应用都有吸引力。LLDPE是新型的应 用是作为地膜用于废渣填埋和废液池的衬层。3.高密度聚乙烯( HDPE )密度为0.941 ~0.965g/cm2. 熔点为135.1,产品理化性质:无毒、无味、无臭的白色颗粒,具有良好的耐酸碱,耐有机溶剂,电绝缘性优良,低温时,仍能保持一定的韧性 ,耐热性和耐寒性。化学稳定性好,具有较高的刚性和韧性,机械强度好,介电性能,耐环境应力开裂性能亦较好,高密度PE材料:用于制品的加工、挤出制品及板材, 强度高。常用于:滑滑梯,保温箱、军用箱、防撞桶、污水提升器外壳,扫地机外壳,电动轿车外壳等等。表面硬度,拉伸强度,刚性等机械强度都高于LDPE
![]()








