
电 话:13567401080
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号
以前我们碰触到的塑料制品,大多是用注塑I艺成型完成。初期看还好,随着年限的增长,发现注塑类的产品出现各总各样的产品质量问题。于是团队发现这类的问题后,广 泛研发类似的滚塑成型制品。今天小编针对滚塑制品的应用领域做了个详细的归类:1、滚塑加工各种箱体,各种贮存罐体:如工具箱、防护箱、搬运箱、军用箱、塑料容器、塑料油箱、医疗冷藏箱、食品保温箱、渔箱等。2、滚塑加工各种机械类产品塑料配件:滚塑除湿器外壳电动汽车外壳、滚塑车顶棚、车载水箱、柴油油箱、尿素箱、滚塑挡泥板、洗地机外壳等汽车配件。3、滚塑加工塑料玩具类:儿童滚塑玩具如摇摇马等、幼儿园滚塑设施如滑滑梯、滚塑游乐设施、滚塑健身器材。4、滚塑加工各种休闲家具或户外用品:沙滩椅、有限沙发、彩色灯罩、彩色灯箱、 滚塑桌子、滚塑椅子、滚塑花盆、滚塑盆艺设施。5、滚塑加工交通安全设施:防撞桶、路障、水马、安全防护装置及多种用品的底坐固定件等。6、滚塑加工水上用品:皮划艇、渔船、游艇外壳、大型浮筒、大型浮箱等。相比以往的产品,滚塑加工制品具备:成本低、使用寿命长、中空无缝等优点。

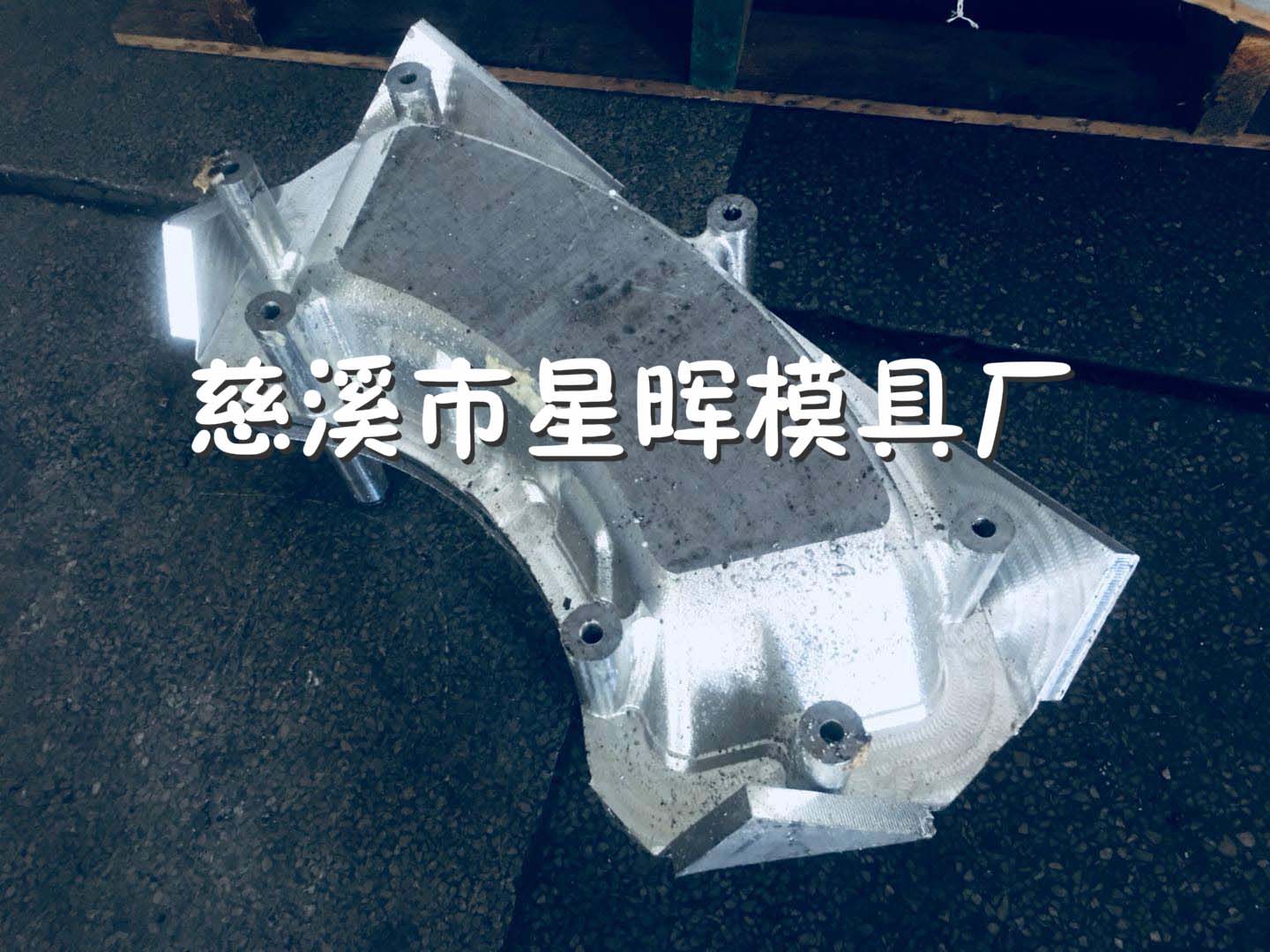
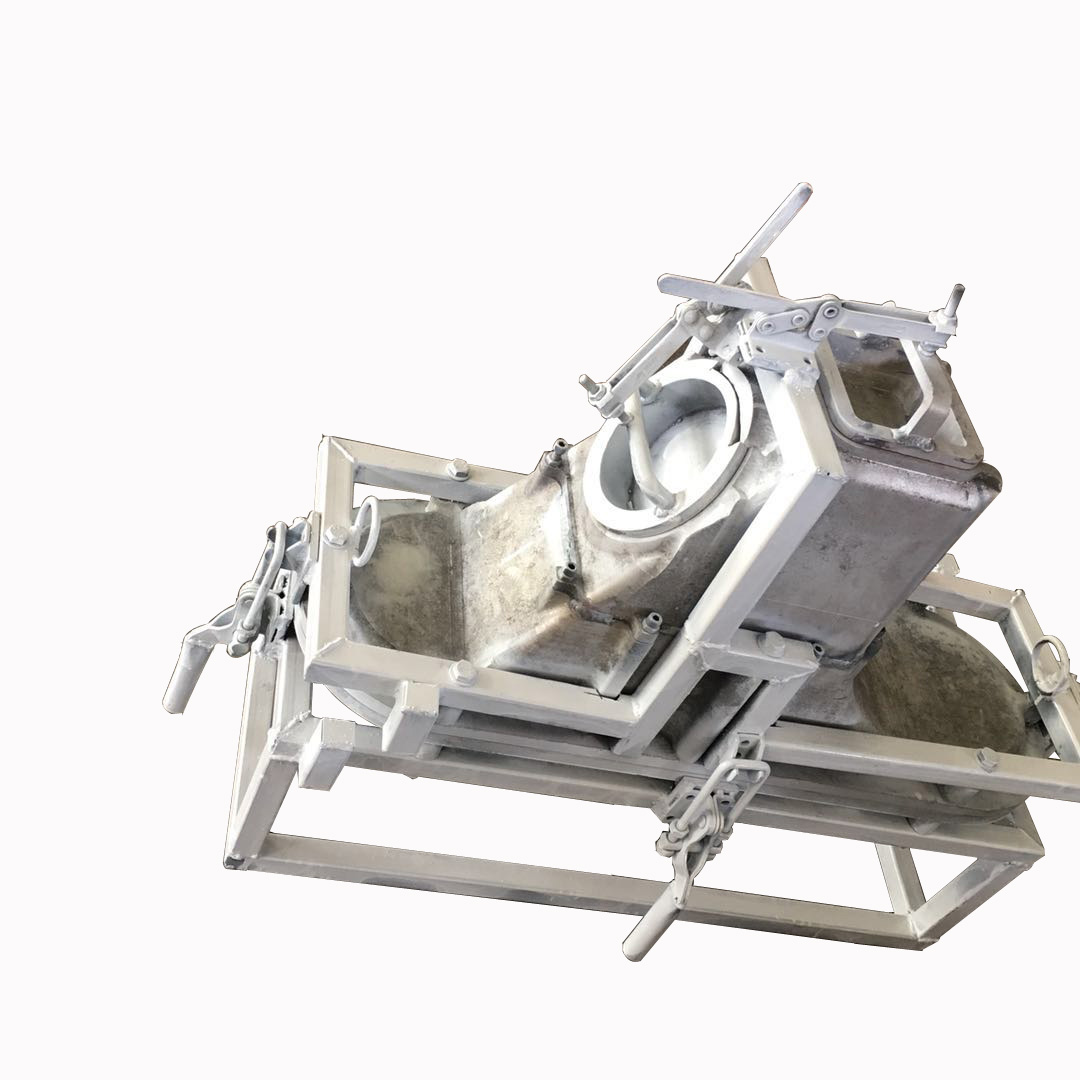
影响滚塑产品质量的因素有很多,其中比较重要的有模具的形状,模具的旋转速度,模具加热温度、加热时间,塑料粉末的物理特征等等。1、滚塑产品的模具:旋塑用的模具是单壁封闭模具,它给出制品的外形轮廓而对制品内部轮廓无法精准到细部。旋塑用模具的制模材料一般选择普通碳钢板焊接。焊接模成本比较低,尤其适用于大型旋塑制品。旋塑工艺对其模具有如下基本要求:模具在反复加热和冷却的过程中不容易发生变形和挠曲。模具上应附有便于松脱的夹持机构,以使模具在加热和冷却工序中能紧密闭合,而在需要卸下制品和装料时又能很容易的打开。2、的旋转速度:通常旋塑机采用两个可调速电机为模具绕主轴及次轴的旋转、摇摆运动提供动力,这样模具的绕主轴转速和绕次轴摇摆皆可调节。大型滚塑模具操作者通过调节两个调速电机的转速,可在任何制品形状下获得相对均匀的制品壁厚。模具旋转、摇摆的基本作用是使粉状物料均匀混台并遍布模具表面。3、聚乙烯粉末的颗粒大小:聚乙烯粉末颗粒的大小对其熔融过程有重要的影响。颗粒越小,其表面积与体积之比越大,熔融速率就越高。通常旋塑粉末颗粒应不低于30目,但是 ,粉末颗粒尺寸也不宜过小,因为太细的粉末极易吸湿、结块,很难烘干,增加工艺上的困难。滚塑模具厂家太细的粉状物料在模具中翻滚时将会结块,导致粉末的不均勻受热,最终形成不均匀的制品壁厚或者在制品中形成熔融不充分的塑料。4、加热时间和冷却时间:加热时间过短会导致粉末未熔融完全,塑料性能达不到高指标,加热时间过长会导致塑料氧化,从而破坏其塑料分子结构,易老化,发脆影响滚塑制品质量,而冷却时间也十分关键,冷却过快,容易使制品变形,影响制品使用性和美观性。

滚塑是塑料制品的生产加工方式之一,合适于容积大,构造繁琐的中空塑料制品的生产加工。下边我为您详细介绍有关的小常识。大型滚塑模具滚塑成型又称旋塑、旋转成型、旋转模塑、旋转铸塑、旋转成型等,滚塑是塑料制品的生产加工方式之一,合适于容积大,构造繁琐的中空塑料制品的生产加工。滚塑成型加工工艺是先将塑料原材料添加磨具中,随后磨具沿两竖轴持续旋转并使之加温,结构内的塑料原材料在作用力和能源的功效下,慢慢匀称地施胶、熔化黏附于模芯的全部表层上,成型为所必须的样子,再经制冷定形而成产品.滚塑加工工艺(Rotomold)的特性是:1.低成本:同样规格型号尺寸的产品,的成本费约是注塑、塑料模具成本费的1/3到1/4;2.滚塑产品边沿抗压强度好,滚塑能够 完成产品边沿的薄厚超出五个mm,彻底消除中空产品边沿较薄的难题;3.滚塑能够 安装 各种各样嵌入件;4.滚塑产品的样子能够 比较复杂,且薄厚超出五个mm;5.滚塑能够 生产制造全封闭式产品;6.滚塑产品能够 添充发泡塑料,完成隔热保温。7.不必调节磨具,滚塑产品的厚度能够 随意调节.8.产品中空无缝拼接,但能够 调节壁厚,使产品具高韧性。9.可出示多种多样表层纹路解决,生产制造各种颜色产品。滚塑模具厂家可作遮挡紫外线耐老化解决,作多种多样石制,木制模拟仿真实际效果。
诱因剖析:在滚塑加工全过程中不易生产加工出壁厚突然变化的制品,制品的均值壁厚在于加料量的是多少,其匀称性与模具自身的构造、滚塑成型加工工艺相关。从滚塑和构造而言,一般在滚塑制品内凹的拐角处(模具凸出)厚度较小,而制品凸出的拐角部位(模具内凹)厚度很大,但假如制品凸出部位视角过小,易造成 原材料不可以填满模具产生相对的孔眼等缺点,因此 制品不适合有斜角部位,一般 用大的光滑弧形衔接。大型滚塑模具塑胶的熔化和粘附工作能力关键与模具温度相关。模具温度高的地区,塑胶容易先熔化并随模具的旋转逐层涂敷,粘附环氧树脂会较多,而温度低的部位粘附的环氧树脂相对性较少,导致制品壁厚不匀。制品的厚度还与转动速率相关。转动速率不匀称,非常容易导致壁厚不匀,并且无周期性,因此 一般选用能自动控制系统的恒扭距或恒转速比的电动机来保征主副轴均速转动。当制品某点部位与其他部位壁厚差距很大,模具不可以改动时,需扶加工工艺视角寻找解决方案。解决方法;把固定不动在模胚上适度的部位,并调节模胚的均衡。主、副轴转动速率维持占比平衡、速率匀称。热处理炉能确保在每个方位上使模具遇热匀称。加温和制冷全过程上都换相一次,换相时要快速,一般正转、翻转時间同样。在必须制品厚度扩大的部位,模具相对一部分要开展加热或减少隔热保温要素的危害。在必须制品厚度减少的部位,模具相对部位上添四氟乙烯板或石棉垫隔热保温,使熔化原材料不容易糯附模具或不断沉积,以减少此部位的厚度。滚塑模具厂家此方式还用于把隔热板衬在模具上,使模其中表层没法粘附环氧树脂,得到张口部位,但这类方式制取的张口一般并不是整齐的。
![]()








