电 话:13567401080
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号
现阶段,来源于国外的大部分滚塑制品订单都立即说明选用线形密度低聚乙烯(LLDPE)滚塑专用料开展滚塑成型,制品多是对滚塑技术要求较高的不同规格的清理主机箱壳、割草机机壳、货物运输箱、储物盒、各种机械电子包装箱、内部有发泡层的两层保温箱、汽车零部件等。在我国的滚塑成型技术性和滚塑模具加工技术性迅速提升,但在滚塑产品设计阶段层面与欧美对比存在差别。
滚塑成型工艺对制品品质起十分关键的功效。当设计产品、模具设计制造结束后,易造成 制品缺陷的模具构造一般不会随便更改,从成形工艺上去想方设法处理滚塑制品缺陷就看起来比较关键。现阶段中国介绍相关滚塑制品设计和滚塑工艺的材料较少,商品设计师或工程制作者大部分靠具体经验来设计、生产,通常会给设计、生产带来多余的不便。研究剖析滚塑制品缺陷诱因及解决方案,对提升滚塑制品和滚塑模具结构设计技术水平具备关键实际意义。

滚塑制品缺陷剖析及解决方案
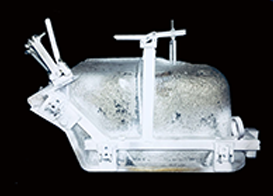
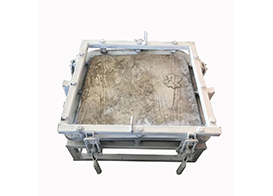
1、气泡或孔眼
滚塑时模具内的物料在遇热过程中,随模具的旋转逐渐熔化、流动、黏附在热的模具内表面,模具内部气体遇热容积澎涨,标准气压上升,根据通气口逐渐向模具外界流动,直到模具內外气体压力均衡,反之亦然。另外,模具凹模内维持着一定压强。在树脂熔化致密化的过程中,停留在粉末颗粒中间的气体被挤向塑胶熔体的随意表面,但因为熔体表面支撑力的存有,气体不能摆脱熔体表面易产生气泡,进而产生制品内表面的气泡和外表面的气扎,比较严重状况下产生很大的孔眼”。假如熔体流通性好、模具提温速度慢、模具通气口顺畅,则熔体中的气体能够顺利地逸出,相反则熔体中的气体易停留产生制品缺陷。当模具锁模不严,模具加热过程中凹模中的一部分气体会根据锁模部位的缝隙向模具外界流动,导致存模具相对部位的商品内部造成气7L或气泡;在模具冷却过程中,假如模具合闭不严,斟模其內外存有气体压差,气体会根据锁模部位(分析面处)的空隙进到模其中,在制品的外界造成出气孔,孔眼的产生还与粉末颗粒的样子相关。当聚乙烯(PE)粉末颗粒含有长细尾巴或呈头发状时,在沉积过程中会产生搭桥,停留较多的气体。特别是在模具的拐角处,粉末的搭桥会造成 很大的孔眼产生。
解决方案
调节通气管或起同样功效的金属乱丝生产的条形至模具内部适度间距。通气管一般选用薄擘的金属聚苯硫醚管,其直徑由制品规格和物料特性决策。(一般厚壁制品按每立方模具设置10—12mm直径),管道长短依据制品凹模深层应保证其尾端伸进到模芯管理中心或到适合部位。为防止模具转动时树脂粉末从排气管外溢,通气管需要用玻璃丝、钢金丝绒、石墨粉等填充。
模具适度迟缓舟温、提升炉温(熔化溫度)或增加加热時间,保证物料充足熔化和气体排出来。
在模具内表面涂敷铁氟龙(聚四氟乙烯)镀层取代各种脱模剂,维持模具内部干躁。如果是镶件要素影响,可对镶件以及周边部分地区开展加热。
在商品、模具设计过程中,考虑到以下有益于清除气泡或出气孔的对策:选用熔体流动速度(MFR)较高的物料、选用相对密度较低的物料、改进模具壁厚匀称性、增加当然冷却時间、减缓喷雾(洒水)冷却、制品上的凸筋或突显部位不适合太窄或过高(对应于模具上的凹槽不可以太窄、过深)等。
解决问题热线:15867853038
![]()