
电 话:13586645587
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号

气泡形核在滚塑加工成形全过程中典型性的气泡形状及温度。本地塑料模具当模貝送进加热至300~400°C的热处理炉里时,模貝中的混和粉末状刚开始慢慢被加温。当温度升到聚合物熔化温度时,聚合物粉末状刚开始熔化。聚合物熔体伴随着模貝的转动而流动性,包囊住发泡剂,产生发泡孕妈,在其中分散化着都还没刚开始溶解的发泡剂。必须留意的是,假如聚合物熔体终止流动性,而沒有非常好地包囊住发泡剂得话,会在发泡剂和聚台物熔体间产生气泡,这种气泡会给气泡形状产生不良影响。滚塑发泡成形全过程基础.上沒有裁切健身运动,因而在聚合物熔化全过程中,聚合物熔体的零裁切粘度是一个关键的流变性主要参数。塑料模具定制当聚合物孕妈的温度高过发泡剂的溶解温度时,发泡剂刚开始溶解,在聚合物孕妈中造成汽体。那样就产生了气泡核。

绝大多数塑料成型加工工艺,在成型过程中,塑料及模具均处于相当高的压力(压强)之下,比如应用极为广泛的注塑、压缩模塑,挤出,吹塑等,因此应用这些成型工艺生产大型塑料制件时,不仅必须使用能够承受很大压力的模具,使模具变得笨重而复杂.而且塑料成型设备也必须设计、制造得十分年国,机模的加工制造准度相应增大,成本增加。本地塑料模具与此相反,由于滚塑成型工艺只要求机架的强度足以支承物料、模具及机架自身的重量,以及防止物料泄漏的闭模力,因此即使滚塑大型及特大型塑料制件,也无需使用十分笨重的设备与模具,机模的加工制造十分方便,制造周期短、成本低。从理论上讲,用滚塑成型工艺成型的制件,在尺时上几乎没有上限。而生产这样大的塑料容器,如采用吹塑成型,不用十分贵而庞大的吹塑设备是不可能的。塑料模具定制适用于多品种、小批量塑料制品的生产 :由于滚塑成型用模具不受外力作用,故模具简单、价格低廉、制造方便。 另外,滚塑设备也具有较大的机动性,一台滚塑机, 既可以安装一财型模具,亦可安排多只小型模具;它不仅可以模塑大小不同的制件,而且也可以同时成型大小及形状均极不相同的制品,只要滚塑制品采用的原料相同,制品厚度相当,均可同时滚塑成型,因此滚塑成型工艺较之其他成型方法有更大的机动性。

应设置通气管道,以防止在加热过程个模具内气体受热膨胀而把熔融的塑料沿合模缝挤出,并且防止在冷却过程中模具内产生负压而导致模具和制品变形。本地塑料模具模具局部结构设计时应尽量避免较深的腔和洞,以及加强筋和实心凸起之类的结构,因为粉末状的物料很难布满上述结构的表面。绝大多数滚塑成型加工工艺,在成型过程中,塑料模具均处于相当高的压力(压强)之下,比如应用极为广泛的注塑、压缩模塑,挤出,吹塑等,因此应用这些成型I艺生产大型塑料制件时,不仅必须使用能够承受很大压力的模具,使模具变得笨重而复杂,而且塑料成型设备也必须设计、制造得+分牢固,机模的加工制造难度相应增大,成本增加。塑料模具定制与此相反,由于滚塑成型工艺只要求机架的强度足以支承物料、模具及机架自身的重量,以及防止物料泄漏的闭模力,因此即使滚塑大型及特大型塑料制件,也无需使用十分笨重的设备与模具,机模的加工制造十分方便,制造周期短、成本低。从理论上讲,用滚塑成型工艺成型的制件,在尺寸上几乎没有上限。而生产这样大的塑料容器,如采用吹塑成型,不用十分昂贵而庞大的吹塑设备是不可能的。
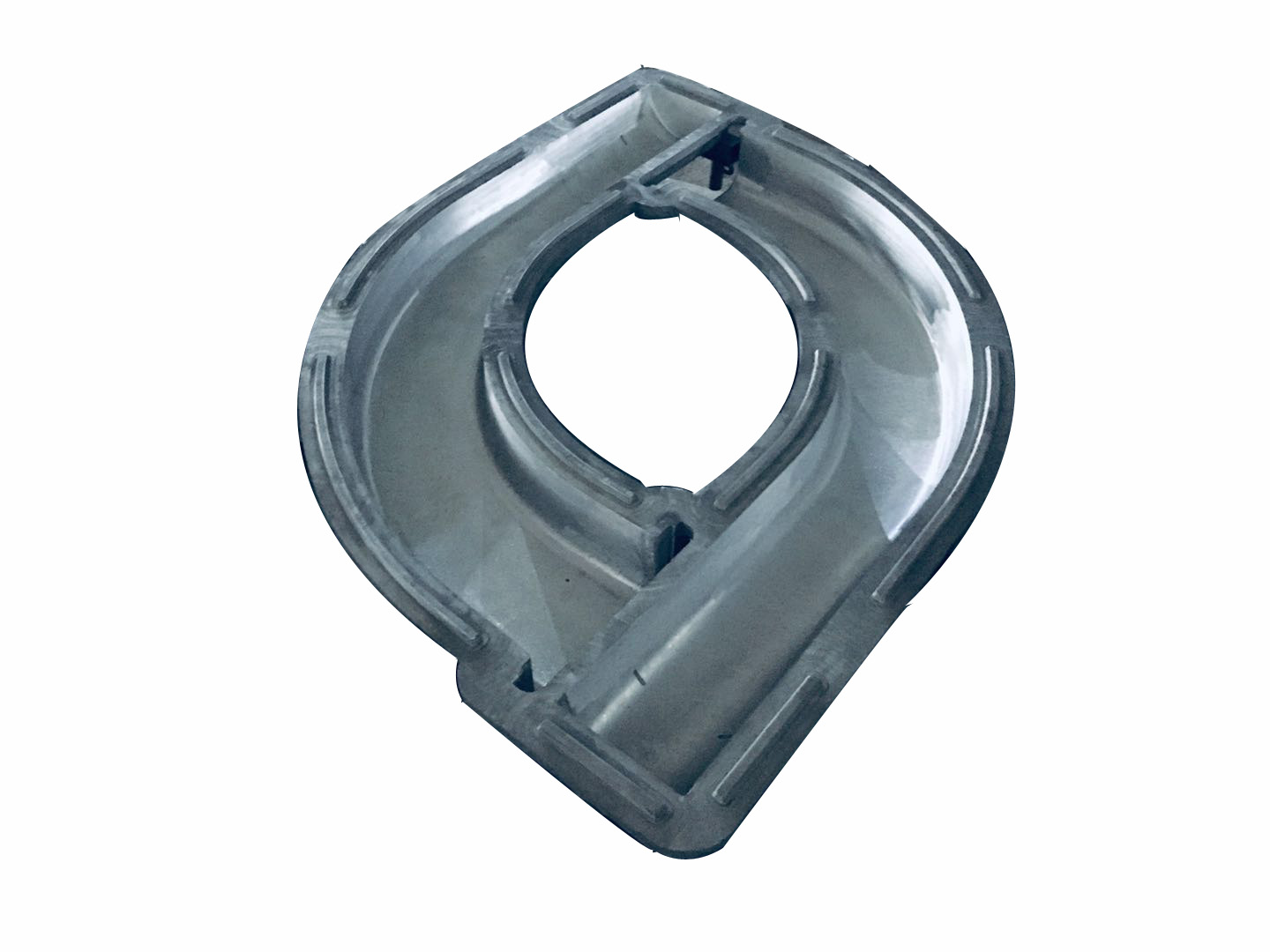
近些年,在塑料工艺中,很时兴一种成形方法,便是滚塑生产加工。滚塑又称滚塑成型、转动成形、旋转成形等,是一种热塑性塑料空心成形方式 。本地塑料模具滚塑成型始于二十世纪40年代的美国,1887年第一项滚塑zhuanli权面世,1934年生产制造出第一台商业滚塑机。最初它仅仅做为注塑加工、注塑、阻燃塑料的填补,伴随着聚乙烯粉末化技术的完善,日渐变成塑料成形工艺中具有竞争能力的成形方式 。近年来,在北美地区、欧州资本主义国家,滚塑领域的发展趋势迅速,其发展趋势速率高过全部电子行业的均值发展趋势速率。且全部滚塑领域的发展趋势相对完善,除开滚塑机生产厂和滚塑制品生产厂家之外,也有非常总数的别的技术专业輔助厂,如滚塑磨具生产厂、脱膜剂生产厂家、滚塑专用型颜料生产厂、磨粉设备生产厂、镶件生产厂及其合适于滚塑的错料机器设备生产厂,也有诸多的滚塑专用型原料供货厂这些。运用滚塑成型工艺生产制造的PE塑料水桶整体上看,英国和欧州、澳大利亚销售市场相对性完善,但新品和新技术应用仍为滚塑工业生产产生新的提高机遇,新机器设备产品品质高,生产制造速度更快,仍带动对新生产流水线的项目投资,生产加工生产制造向成本低我国迁移。发达国家以储水箱、储存罐类中低端商品主导,发展趋势速率和级别受整体工业生产基本水准牵制,中国经济发展快速,印尼、新加坡、泰国的、越南地区等东南亚国家也呈优良的发展趋势态势。在我国的滚塑销售市场在我国滚塑工艺的开发设计科学研究起起源于二十世纪六十年代,发展比较晚。二十世纪90年代中、中后期,一些中国公司从海外引入了优秀的滚塑机器设备与技术以后,才刚开始真实实际意义上的规模性工业生产。但与海外资本主义国家优秀水准对比,差别仍十分显著,这要反映在:基础研究落伍、机器设备控制力差、工艺落伍、滚塑商品的多元性不足等层面。据调查,在我国目前1500好几家滚塑制品公司;而七十年代初英国就现有500多家公司从业滚塑制品的生产制造,有着500余台滚塑机,一九九二年,在国外滚塑研究会申请注册的滚塑制品已超出5000种。塑料模具定制在滚塑原料层面,现阶段中国在滚塑制品中,多以PE主导。而海外滚塑所应用的原材料,有涤纶、PP、PC、ABS等多种多样。但是,历经二十几年的发展趋势,在我国滚塑工艺基础也已完善,在差别于别的工艺上,拥有显著的优点。现阶段看早已具有生产加工大中型空心塑胶制品、特制塑胶制品的智能化生产制造,主要用途持续扩宽,滚塑领域拥有长久的发展趋势。应当说,滚塑领域已产生了原料、机器设备、磨具及产品运用的详细全产业链。滚塑成型技术具备强劲的活力,是一个非常值得高宽比关心的工艺,解决滚塑工艺给予高宽比的高度重视,并运用滚塑工艺生产制造各种各样性价比高的塑料制品。塑料模具定制积极主动消化和吸收海外的优秀技术,增加对有关工艺、机器设备及磨具的科学研究。
滚塑制品归属于中空塑胶制品,因而,两层壁的中空产品就变成一种普遍方式。如滚塑保温箱体便是典型性的两层壁中空产品,一般 保温箱体还会继续在两层壁中间开展添充聚氨酯发泡以具有隔热保温和提高的功效。本地塑料模具那麼,在设计方案滚塑制品时,这类两壁中间的间距非常是呈平行面关联的壁与壁中间的间距应当留是多少间距适合呢?这儿就涉及到滚塑加工工艺及原料的难题了。滚塑原料多见粉末样子,而粉末的堆积密度较为低,其容积要比结晶体后的容积大三倍上下。因而,以便使原料粉末在滚塑时要充足地抵达每一个嵌入表层,就必须在滚塑制品的壁与壁中间留有最少三倍壁厚的充足室内空间。塑料模具定制换句话说,滚塑制品的壁与壁中间的间距间距即便做到均值壁厚的三倍时,期间填满的颗粒料在熔化后也仅仅恰好变成两壁。而这类颗粒料填满室内空间的间距在滚塑时非常容易造成粉末铁路桥,进而阻拦粉末随意地流入模芯的别的部位。那样产品的一些部位便会出現壁厚不匀称的状况,铁路桥地区也会导致部分变厚。变厚部位会导致內部孔隙度和外界缩痕。本地塑料模具这种变厚部位遇热时间长且比周边厚壁部位收拢大,这将造成造成热应力和形变扩大。因而,以便防止所述这种欠佳状况的出現,滚塑制品两边界层的间隔设计方案越大越有益于原料的流动性,一般最少要做到均值壁厚的四到五倍。
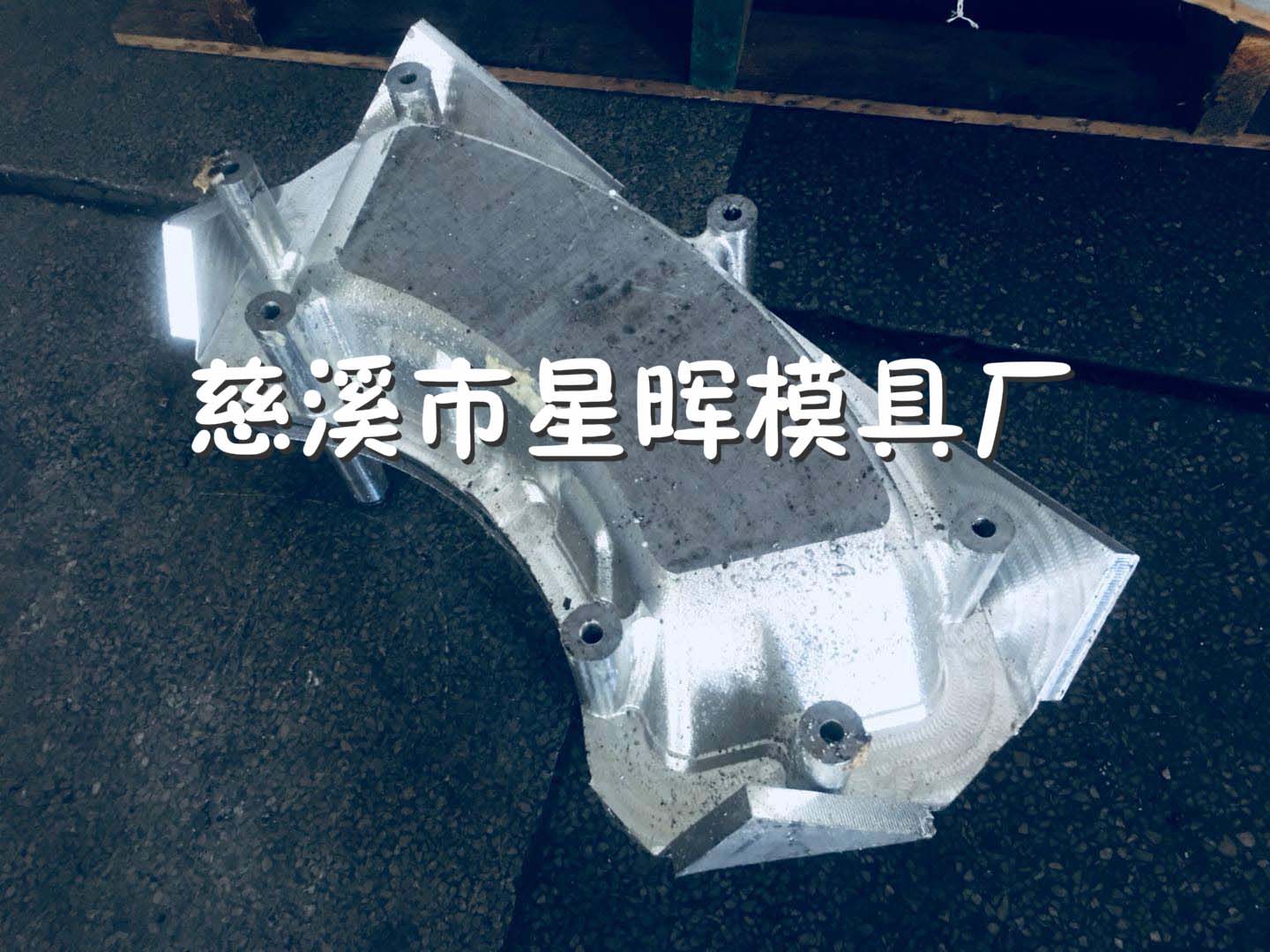
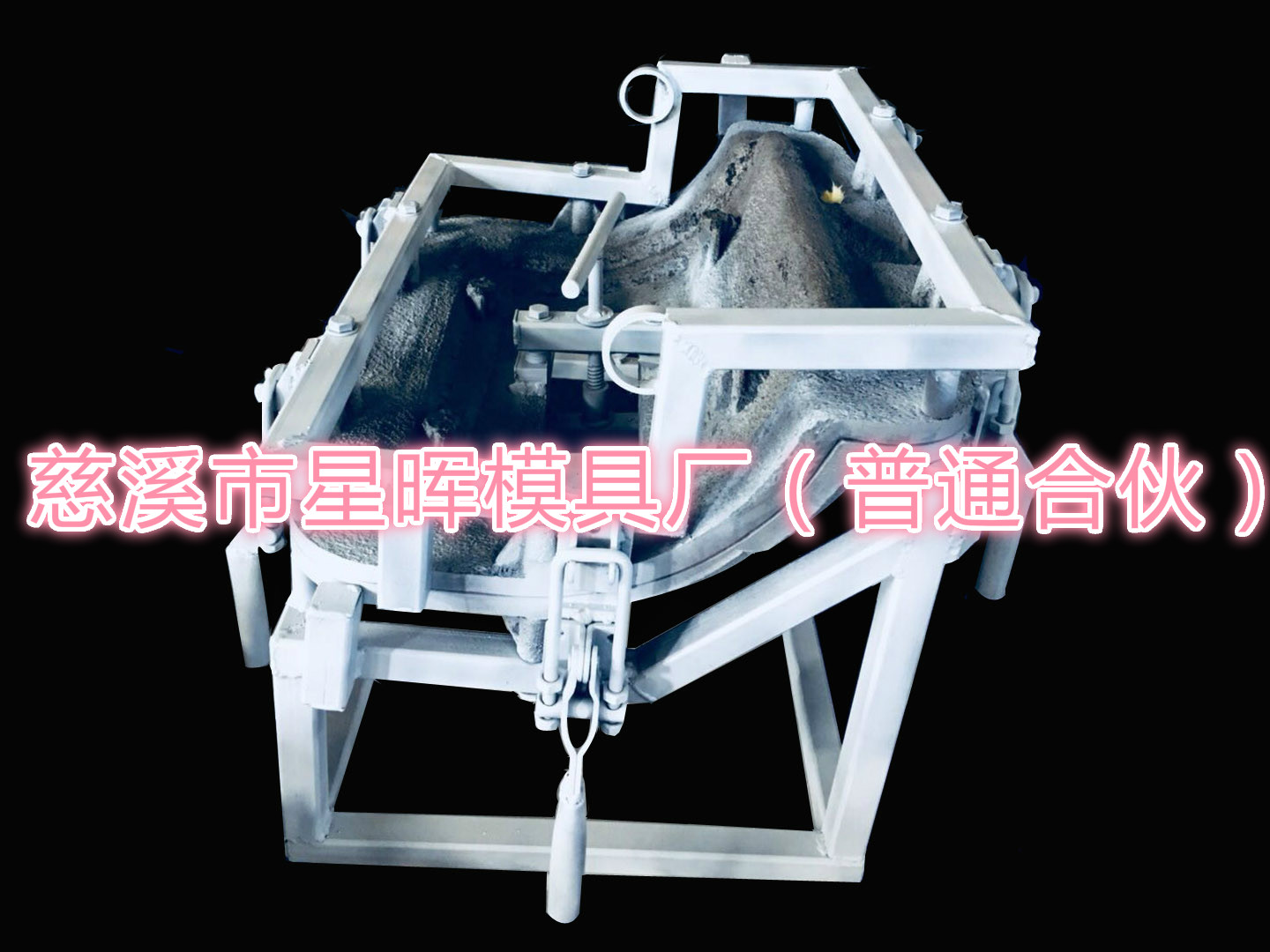
不同的种类滚塑机,其模具托架构造也是不同的。本地塑料模具普遍的模具托架有框架式,园盘蜘蛛网式。摇摆车和大中型的直火式的滚塑机的的模具托架又不同样,那就是一种类似混泥土搅拌器的一种构造。大家说起到的是中小型的一般的滚塑机上的安装方式。模具托架上安装的是不是适当有效立即危害到滚塑制品的品质优劣。塑料模具定制这也是滚塑工艺不容忽视的一部分关键內容。1、的挑选。同一台滚塑机上,假如标准批准,挑选同一种类的模具,假如要另外生产制造不同类型的其他商品,挑选时务求所要安装的模具容积尺寸相仿,净重区别不必太差距,滚塑制品的薄厚规定大部分一致。以防出現商品脆化溶解或残余静电粉末的状况,由于不同的生产制造时需规定生产加工周期时间全是不同的。2、安装的间距间距。一个模具托架上应安装多少个模具,这一要测算好,模具中间要留出充足的间距,以防相互之间挡住,有利于暖空气的传输,另外也有利于出模、锁模。3、模具托架的均衡掌握。这一点一定要留意,假如托架一边重一边轻,滚塑机的旋转便会遭受危害,轻则导致产品薄厚不匀,比较严重时,会毁坏滚塑机。4、留意滚塑机烘干箱的直徑,模具安装时要测算一下旋转范畴,不然会产生不良影响。5、的固定不动,模具安装时不仅考虑到坚固性,还要在意安装、拆装的速率。









