
电 话:13586645587
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号

滚塑材料也算是小众市场了,但是随着近几年I业的进步,分子材料科学技术的飞跃进步, 一场以塑代钢的革命浪潮逐渐升起。制作塑料制品厂加工很多行业的产品逐渐有钢铁转塑料,塑料的原材料也不断地升级。 那么作为滚塑加工行业来讲具体会有那些滚塑原材料呢?今天小编为您慢慢解答: 1.低密度聚乙烯(LDPE ) , 密度为0.910~0.925g/cm2.熔点为107.其制品都具有密度低、透明性好、绝缘性好等优点,主要用于dao农膜(棚膜、地膜)、重包装膜、 收缩膜、 透明膜、 绝缘料及电缆护套的生产,还可以用于注塑、挤压、发泡等加工领域。2.LLDPE (线型低密度聚乙烯) :相对密度0.918- -0.939。 塑料制品厂加工生产厂家熔点为121 ,产品理化性质:无毒、无味、无臭的乳白色颗粒,与LDPE相比具有强度高、韧性好、刚性强、耐热、耐寒等优点,还具有良好的耐环境应力开裂、耐撕裂强度等性能,并可耐酸、碱、有机溶剂等。适于作薄膜,用于吹膜、压膜、吹瓶。强度低、韧性好、延展能力高。优异的抗环境应力开裂性,抗低温冲击性和抗翘曲性使LLDPE对管材、板材挤塑和所有模塑应用都有吸引力。LLDPE是新型的应 用是作为地膜用于废渣填埋和废液池的衬层。3.高密度聚乙烯( HDPE )密度为0.941 ~0.965g/cm2. 熔点为135.1,产品理化性质:无毒、无味、无臭的白色颗粒,具有良好的耐酸碱,耐有机溶剂,电绝缘性优良,低温时,仍能保持一定的韧性 ,耐热性和耐寒性。化学稳定性好,具有较高的刚性和韧性,机械强度好,介电性能,耐环境应力开裂性能亦较好,高密度PE材料:用于制品的加工、挤出制品及板材, 强度高。常用于:滑滑梯,保温箱、军用箱、防撞桶、污水提升器外壳,扫地机外壳,电动轿车外壳等等。表面硬度,拉伸强度,刚性等机械强度都高于LDPE

1、如果制品壁的抗压能力要求较高,制品上是否要设计加强筋或“吻式”结构。2、在制品脱出的方向上,设计中是否包含了较深的侧面陷。山西制作塑料制品厂加工如果是,它们必须设计在外面或作为活动嵌件,这样模具费用将增加。因为塑料的收缩性,所以一些小的凹陷可以不予考虑。但是必须要知道多大的凹陷程度不需要额外的模具。3、模具块数有多少。标准情况下模具有两块,但是如果制品的设计较复杂可能要求多块模具。这将影响到模具的费用,模具的维护和塑料制品的单件成本。4、设计尺寸时要注意,一般来说滚塑制品的收缩在3%左右 ,如果滚塑制品对尺寸精度要求高的话,还要从原料参数,产品内部结构,模具材料收缩性等去做分析和调整5、制品要求怎样的表面处理,是镶铸在模具的表面上还是在铸造好的模具上机械加工。山西塑料制品厂加工生产厂家表面处理程度的不同不仅对模具费用有很大的影响,而且有时特定的表面处理会影响制品脱模。6、设计中圆角是否足够大以使树脂自由地流到模具的每个地方。足够的圆角半径是多少7、在制品上是否存在两个壁面之间树脂流动不好的区域。这个区域的距离有多长。如果距离较长,此处模具的表面处理将很困难并使费用增加。如果它很狭窄,树脂很困难甚至是不可能流进该空腔。8、是否用嵌件来给塑料制品附着其它部件。嵌件的位置如何,在成型操作中它们是否能保持状态。9、模具的分型面在何处。有时制品的审美需要与模具制作的实际要求在分型面问题上会有差异。10、滚塑制品转角应设计成圆角,不能设计成尖角或直角,圆角有助于原料流动和成型,圆角角度越大,转角的壁厚均匀性越好,成型越好。

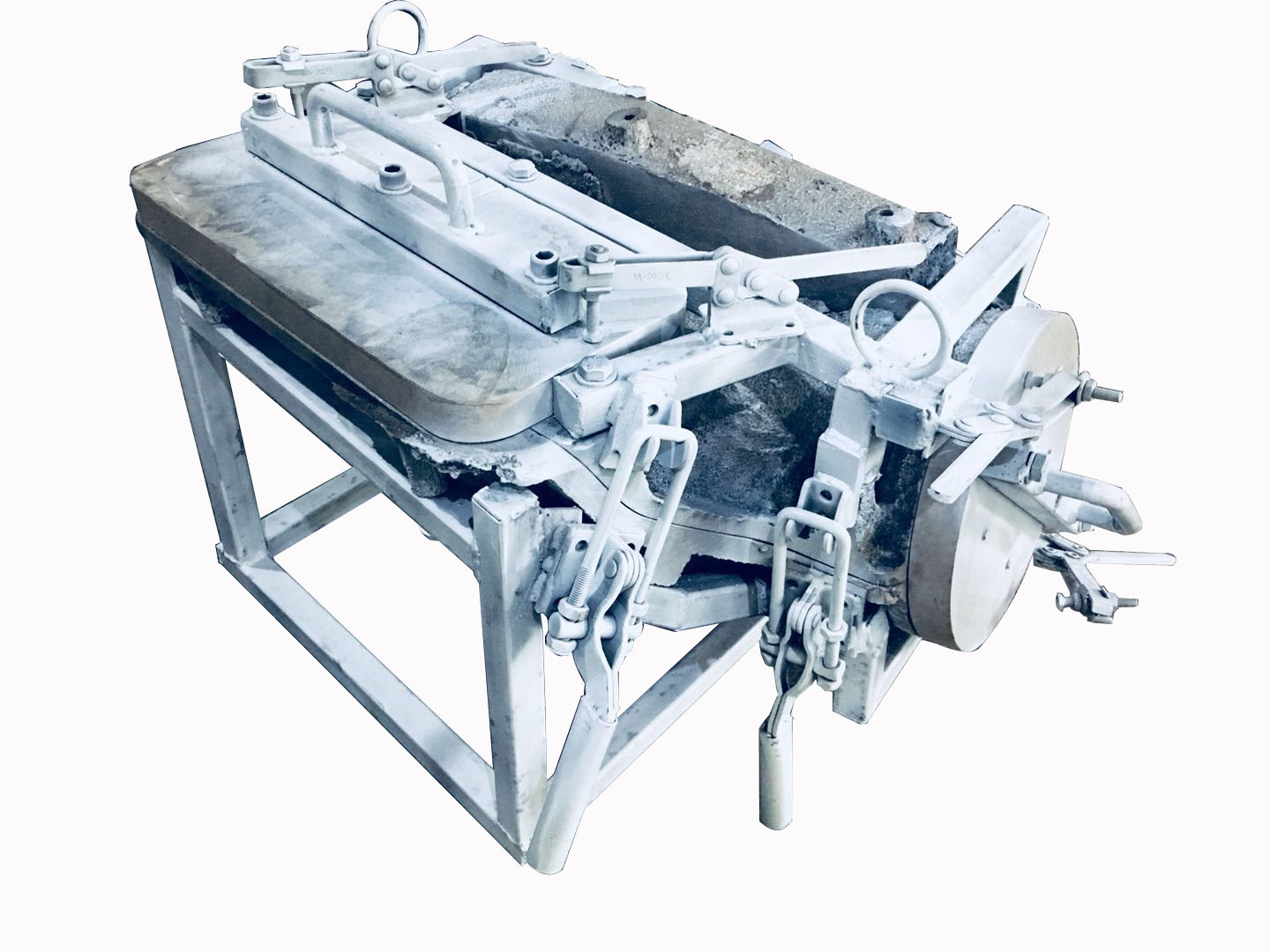
影响滚塑产品质量的因素有很多,其中比较重要的有模具的形状,模具的旋转速度,模具加热温度、加热时间,塑料粉末的物理特征等等。1、滚塑产品的模具:旋塑用的模具是单壁封闭模具,它给出制品的外形轮廓而对制品内部轮廓无法精准到细部。旋塑用模具的制模材料一般选择普通碳钢板焊接。焊接模成本比较低,尤其适用于大型旋塑制品。旋塑工艺对其模具有如下基本要求:模具在反复加热和冷却的过程中不容易发生变形和挠曲。模具上应附有便于松脱的夹持机构,以使模具在加热和冷却工序中能紧密闭合,而在需要卸下制品和装料时又能很容易的打开。2、的旋转速度:通常旋塑机采用两个可调速电机为模具绕主轴及次轴的旋转、摇摆运动提供动力,这样模具的绕主轴转速和绕次轴摇摆皆可调节。制作塑料制品厂加工操作者通过调节两个调速电机的转速,可在任何制品形状下获得相对均匀的制品壁厚。模具旋转、摇摆的基本作用是使粉状物料均匀混台并遍布模具表面。3、聚乙烯粉末的颗粒大小:聚乙烯粉末颗粒的大小对其熔融过程有重要的影响。颗粒越小,其表面积与体积之比越大,熔融速率就越高。通常旋塑粉末颗粒应不低于30目,但是 ,粉末颗粒尺寸也不宜过小,因为太细的粉末极易吸湿、结块,很难烘干,增加工艺上的困难。塑料制品厂加工生产厂家太细的粉状物料在模具中翻滚时将会结块,导致粉末的不均勻受热,最终形成不均匀的制品壁厚或者在制品中形成熔融不充分的塑料。4、加热时间和冷却时间:加热时间过短会导致粉末未熔融完全,塑料性能达不到高指标,加热时间过长会导致塑料氧化,从而破坏其塑料分子结构,易老化,发脆影响滚塑制品质量,而冷却时间也十分关键,冷却过快,容易使制品变形,影响制品使用性和美观性。

一个塑料制品,是否合适用滚塑成型来生产制造,或是滚塑成型是否做这一制品的最佳挑选,务必依据该制品的样子、规格、原材料、成本费、总数等要素来综合性分辨。制作塑料制品厂加工假如有几种塑料成型法都能够考虑到来做这一塑料制品得话,能够 参考滚塑成型加工工艺的优点和缺点,运用枚举法来挑选出最佳的成型方法。1、确定是否中空制品;要不是中空制品,又不是聚氨酯发泡实芯制品,那么就基础能够 清除用滚塑产品来生产加工了。塑料制品厂加工生产厂家如果是中空制品,因为能够 成型中空制品的方法有吹塑成型、热成型和滚塑成型等几类,而每一种成型方法都是有其优点和缺点,在方法的挑选上面有一些地区是重合的。也只有说滚塑成型是生产制造这一商品的挑选之一。2、看制品规格;假如要做的塑料制品容积非常大,尺寸的规格中最少有一项超出当今吹塑机的工作能力,或是工业生产上能够 获得的热成型塑胶板材总宽,那基础能够 清除吹塑成型或热成型,换句话说这类制品只有用滚塑成型法来生产加工。3、看样子;假如这一制品的三维规格都会所述三种成型法的生产量范畴以内,接下来就得看制品的样子。假如样子繁杂,例如除杂器皿等,应用吹塑成型或热成型就生产制造出不来总体的制品。这时候只有用滚塑产品来生产制造。4、看原材料成份;也就是看制品用哪种原材料来生产制造。假如这一制品的原材料是聚丙稀的,那么就无法用热成型来生产制造。制作塑料制品厂加工如果是用液体聚乙烯增塑糊的,那么就只有用滚塑产品来生产制造。5、看制品构造;假如制品包括封闭式的平行面双壁构造,则滚塑成型是优选的成型方法,由于热成型要用更加繁杂和更加价格昂贵的智能磨具。当规定制品的厚度匀称或外角要牢固的状况下,滚塑成型也变成最好的挑选。6、看磨具构成;假如磨具是非常复杂或是由双片构成,设备无法全自动出模,这一制品就没法用热塑性成型或吹塑成型来生产制造。滚塑成型的出模基础全是由人力来进行的,即便较繁杂的磨具还可以人力进行,因此这一制品只有由滚塑成型来生产制造。7、看嵌入件假如制品有镶件和镶件得话,就需要依据嵌入件与制品融合的复杂性来挑选生产加工方法,滚塑成型在能够 嵌入的复杂性上应高过吹塑和热成型。另外,用滚塑成型来预埋件嵌入件,它的融合色牢度也是三种成型方法中最好是的。8、看高效率与成本费;假如应用所述比较分析法后,这三种方法依然都行得通,那么就较为这一制品的产品成本和高效率了。尽管吹塑成型方法一般磨具成本费较高,但生产制造速度更快、生产制造高效率,要是把生产量和高效率测算一下,就能得到出厂价。假如这一中空制品的需要量非常大得话,一般状况下。用吹塑做的成本费最少。滚塑加工成型磨具的成本费低于吹塑成型方法,小批量生产时供货時间也低于吹塑成型方法。但因为滚塑产品的生产率相对性较低,商品数量要求大时,成本费会升高,其优点减少乃至缺失。而热成型的高效率和成本费一般是接近吹塑和滚塑产品中间的。因此商品需要量小的时候用滚塑成型划算;而商品需要量大时,就需要挑选吹塑或热成型了。塑料制品厂加工生产厂家总而言之,最后挑选某一个成型方法来生产制造一个塑料制品,并不是说别的的成型方法就一定不可以采用,而仅仅在综合性较为了多种要素后作出的最佳挑选。

危害旋塑产品质量的要素有很多,在其中较为关键的有模具的样子,模具的转动速率,模具加温溫度、加温時间,塑胶粉末的物理学特点这些几大要素。1、旋塑产品的模具旋塑用的模具是单壁封闭式模具,它得出制品的外观设计轮廊而对制品內部轮廊没法精准到细节方面的。旋塑用模具的模具制作原材料一般挑选普通冷轧钢板焊接。制作塑料制品厂加工焊接模成本费较为低,特别是在适用大中型旋塑制品。旋塑加工工艺对其模具有以下基础规定:模具在不断加温和制冷的全过程中不易产生形变和挠曲。模具应该附带有利于松动的夹紧组织 ,以使模具在加温和制冷工艺流程里能密不可分合闭,而在必须卸掉制品和放料时又能非常容易的开启。模具的设计方案和安裝应有益于气旋紧紧围绕模具表面作相对速度,便于使模具获得匀称的加温和制冷。模具应设定排水立管道,以避免 在加温全过程个模具内汽体受热变形而把熔化的塑胶沿合模缝挤压,而且避免 在制冷全过程中模具内造成负压力而造成模具和制品形变。塑料制品厂加工生产厂家模具部分总体设计时要尽量减少较深的腔和洞,及其筋板和实芯突起这类的构造,由于粉末状的原材料难以铺满所述构造的表面。模具净重和原材料净重之和不可以超出旋塑机的较大承受力。2、旋塑模具的转动速率一般旋塑机选用2个可电磁调速电机为模具绕主轴轴承及次轴的转动、摆动健身运动出示驱动力,那样模具的绕主轴轴承转速比和绕次轴摆动皆可调整。作业者根据调整2个电磁调速电机的转速比,可在一切制品样子下得到相对性匀称的制品壁厚。模具转动、摆动的基础功效是使粉末状原材料匀称混和并遍及模具表面。3、高压聚乙烯粉末的颗粒尺寸高压聚乙烯粉末颗粒的尺寸对其熔化全过程有关键的危害。颗粒越小,其表面积与容积之率越大,熔化速度就越高。一般旋塑粉末颗粒应不少于30目,可是,粉末颗粒规格也不适合过小,由于过细的粉末非常容易吸潮、结团,难以风干,提升加工工艺上的艰难。过细的粉末状原材料在模具中滚翻时可能结团,造成粉末的不匀称遇热,最后产生不匀称的制品壁厚或是在制品中产生熔化不充足的塑胶。试验说明一次性添加旋塑模具内的的高压聚乙烯粉末的颗粒尺寸不必一致或匀称,尺寸井然有序的粉末颗粒在加温模具中,因为大小粉末吸热反应熔化時间有长度、速度,使熔化塑胶慢慢沉积,逐渐成形。制作塑料制品厂加工参杂在粗颗粒中的超微粉料对粗颗粒的健身运动有减少磨擦的功效,有益于原材料在模具中的滚翻和流动性。另外超微粉料的存有还有益于制品表面的优化及降低制品横截面气孔率,提升制品品质。
近些年,在塑料工艺中,很时兴一种成形方法,便是滚塑生产加工。滚塑又称滚塑成型、转动成形、旋转成形等,是一种热塑性塑料空心成形方式 。制作塑料制品厂加工滚塑成型始于二十世纪40年代的美国,1887年第一项滚塑zhuanli权面世,1934年生产制造出第一台商业滚塑机。最初它仅仅做为注塑加工、注塑、阻燃塑料的填补,伴随着聚乙烯粉末化技术的完善,日渐变成塑料成形工艺中具有竞争能力的成形方式 。近年来,在北美地区、欧州资本主义国家,滚塑领域的发展趋势迅速,其发展趋势速率高过全部电子行业的均值发展趋势速率。且全部滚塑领域的发展趋势相对完善,除开滚塑机生产厂和滚塑制品生产厂家之外,也有非常总数的别的技术专业輔助厂,如滚塑磨具生产厂、脱膜剂生产厂家、滚塑专用型颜料生产厂、磨粉设备生产厂、镶件生产厂及其合适于滚塑的错料机器设备生产厂,也有诸多的滚塑专用型原料供货厂这些。运用滚塑成型工艺生产制造的PE塑料水桶整体上看,英国和欧州、澳大利亚销售市场相对性完善,但新品和新技术应用仍为滚塑工业生产产生新的提高机遇,新机器设备产品品质高,生产制造速度更快,仍带动对新生产流水线的项目投资,生产加工生产制造向成本低我国迁移。发达国家以储水箱、储存罐类中低端商品主导,发展趋势速率和级别受整体工业生产基本水准牵制,中国经济发展快速,印尼、新加坡、泰国的、越南地区等东南亚国家也呈优良的发展趋势态势。在我国的滚塑销售市场在我国滚塑工艺的开发设计科学研究起起源于二十世纪六十年代,发展比较晚。二十世纪90年代中、中后期,一些中国公司从海外引入了优秀的滚塑机器设备与技术以后,才刚开始真实实际意义上的规模性工业生产。但与海外资本主义国家优秀水准对比,差别仍十分显著,这要反映在:基础研究落伍、机器设备控制力差、工艺落伍、滚塑商品的多元性不足等层面。据调查,在我国目前1500好几家滚塑制品公司;而七十年代初英国就现有500多家公司从业滚塑制品的生产制造,有着500余台滚塑机,一九九二年,在国外滚塑研究会申请注册的滚塑制品已超出5000种。塑料制品厂加工生产厂家在滚塑原料层面,现阶段中国在滚塑制品中,多以PE主导。而海外滚塑所应用的原材料,有涤纶、PP、PC、ABS等多种多样。但是,历经二十几年的发展趋势,在我国滚塑工艺基础也已完善,在差别于别的工艺上,拥有显著的优点。现阶段看早已具有生产加工大中型空心塑胶制品、特制塑胶制品的智能化生产制造,主要用途持续扩宽,滚塑领域拥有长久的发展趋势。应当说,滚塑领域已产生了原料、机器设备、磨具及产品运用的详细全产业链。滚塑成型技术具备强劲的活力,是一个非常值得高宽比关心的工艺,解决滚塑工艺给予高宽比的高度重视,并运用滚塑工艺生产制造各种各样性价比高的塑料制品。塑料制品厂加工生产厂家积极主动消化和吸收海外的优秀技术,增加对有关工艺、机器设备及磨具的科学研究。









