
电 话:13586645587
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号
工业品的生产制造离不了模具。大型滚塑模具因而,要制造较好的塑料产品,最先要有高品质的模具。从塑料生产加工制造行业而言,为确保模具的品质和适合的价钱,在模具设计方案和制造全过程中,一般 要合乎下列好多个基础规定:1、高精度:模具的规格和精度合乎客户满意度,它是模具品质的最关键反映。因而,在模具设计方案和制造全过程中,以便保证产品的规格精准,对模具精度的规定应高过对产品的精度规定,并实际贯彻落实到相对的设计方案和制造流程中去。2、成本低:价钱始终是顾客要考虑到的关键要素。因此 ,应以最经济发展的价钱来挑选模具原材料、设计方案和制造工作人员,及其生产加工方法等。模具成本费与模具的原材料、复杂性、构造规定、规格和精度规定、生产加工方法等息息相关,大家尽管不可以一味地追求完美最低价位,但还要寻找一个适当有效的价钱,这就规定在这么多要素下寻找一个最有效的价钱均衡点,它是对模具成本费有效讲解与被顾客接纳的水平层面十分关键的一点。3、寿命长:因为模具在产品成本中占据很大比例,因此 模具的使用期越长,针对顾客而言其产品成本就越低。滚塑模具定制因而,顾客都期待模具有较长的使用期,这就规定在模具的设计方案、选料、制做生产加工时必须充分考虑这一点,哪一阶段有疏忽,就很有可能造成 模具使用期的减少。4、短周期:在确保模具品质的前提条件下,模具设计方案和制造時间相对性较短,不但代表着能够 使顾客迅速地资金投入生产制造,产品更早打进销售市场,也代表着模具商的公司管理能力和模具制造技术性较高,这也节省了模具商的成本费资金投入,是一个皆大欢喜的結果。
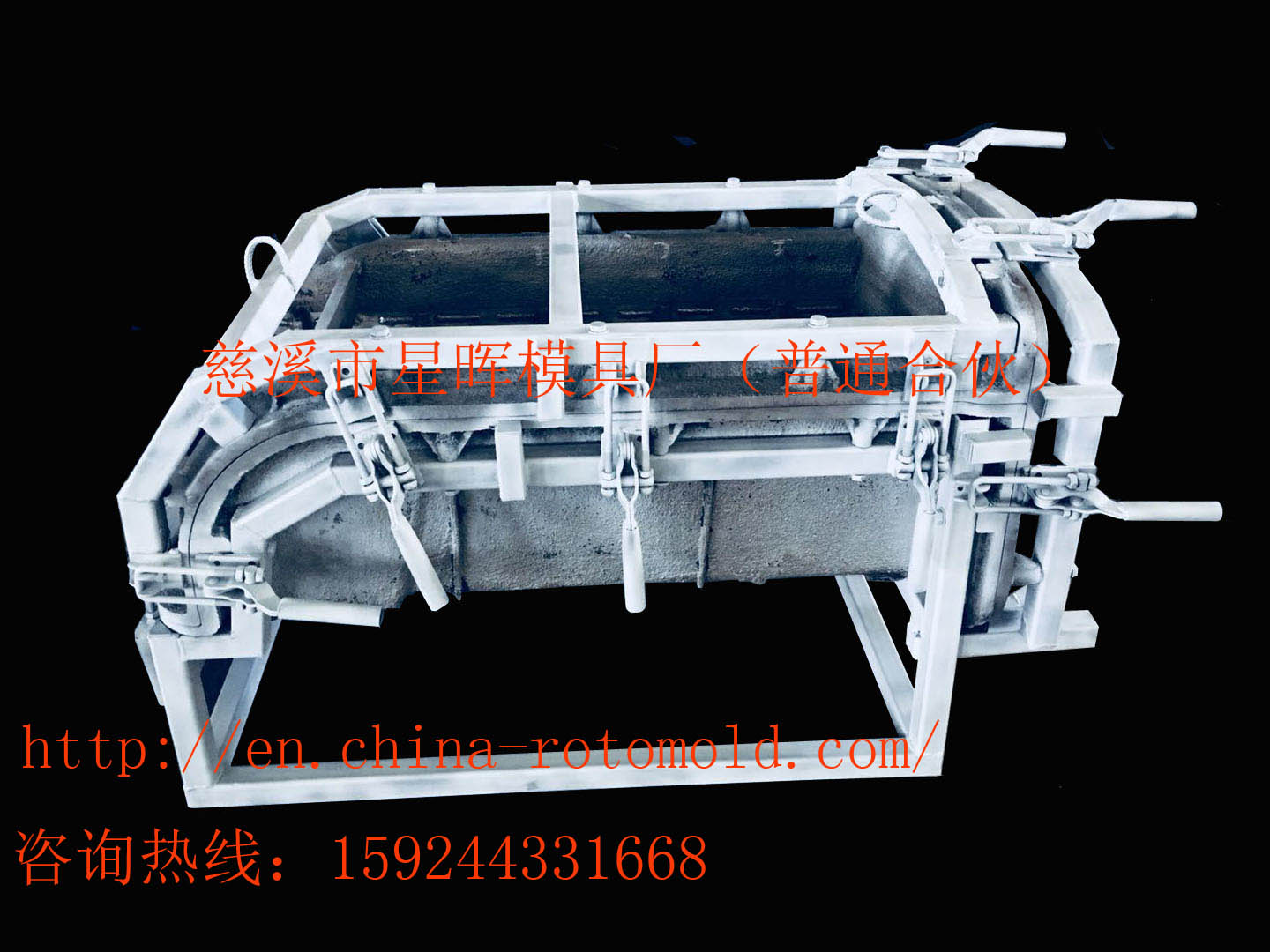
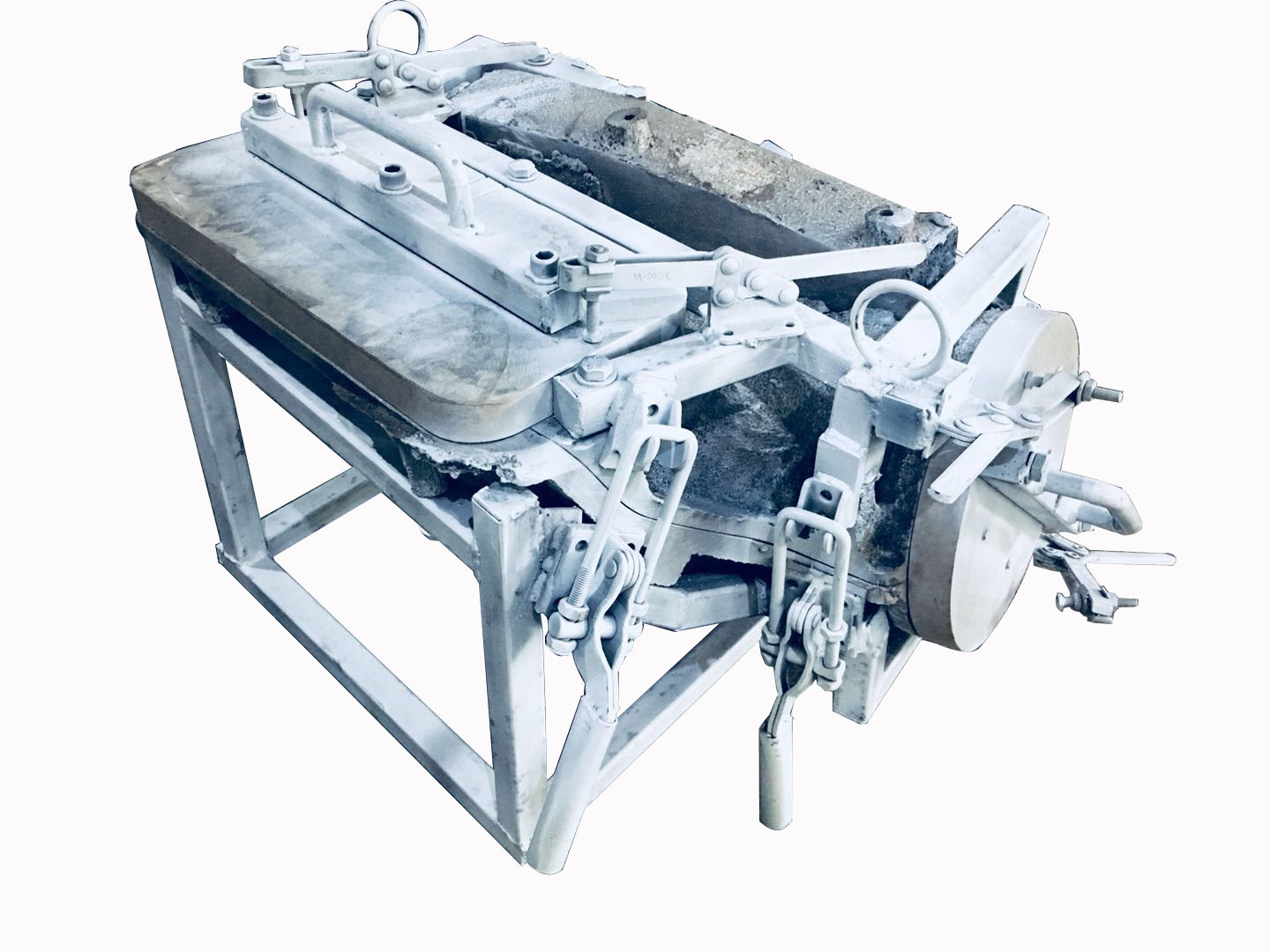
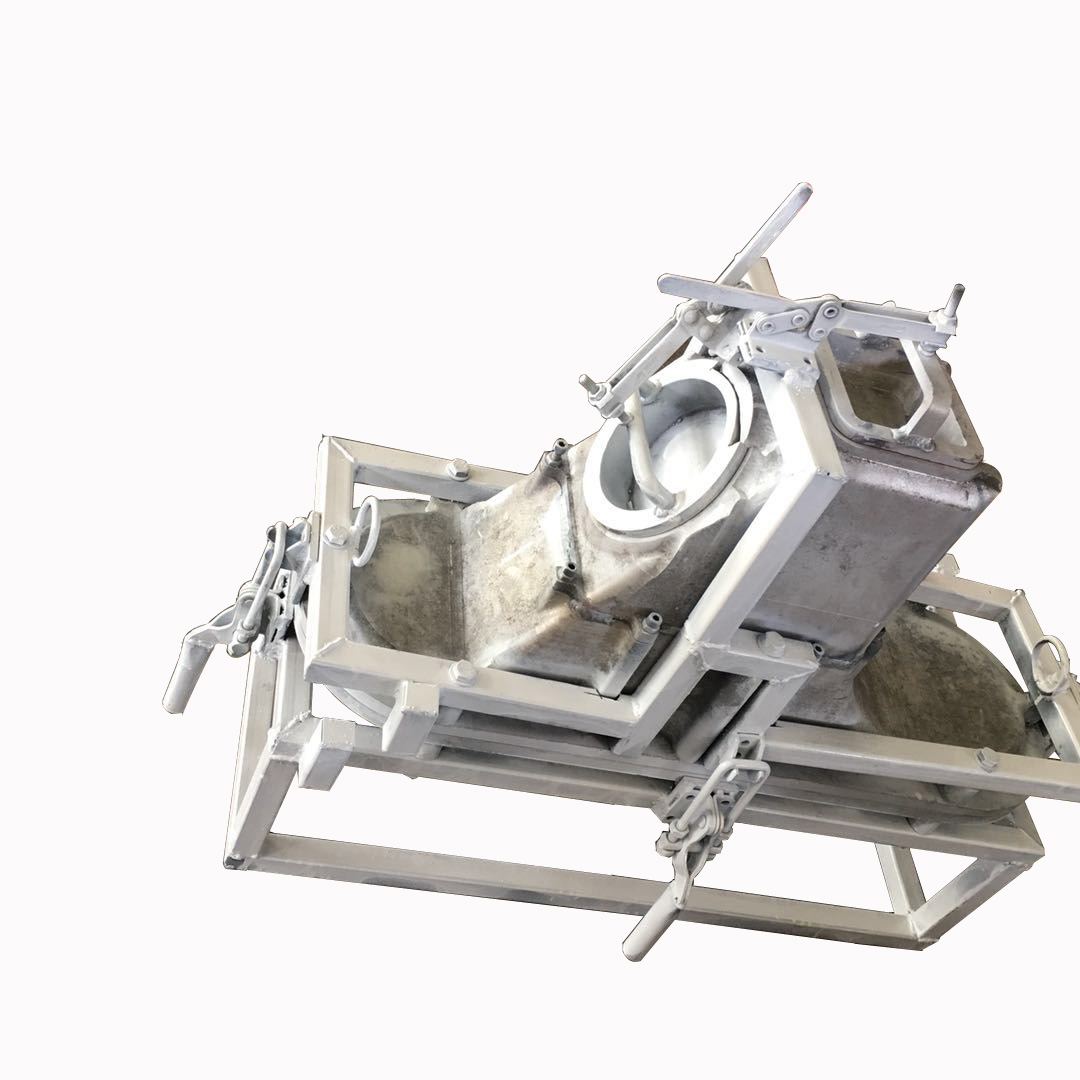
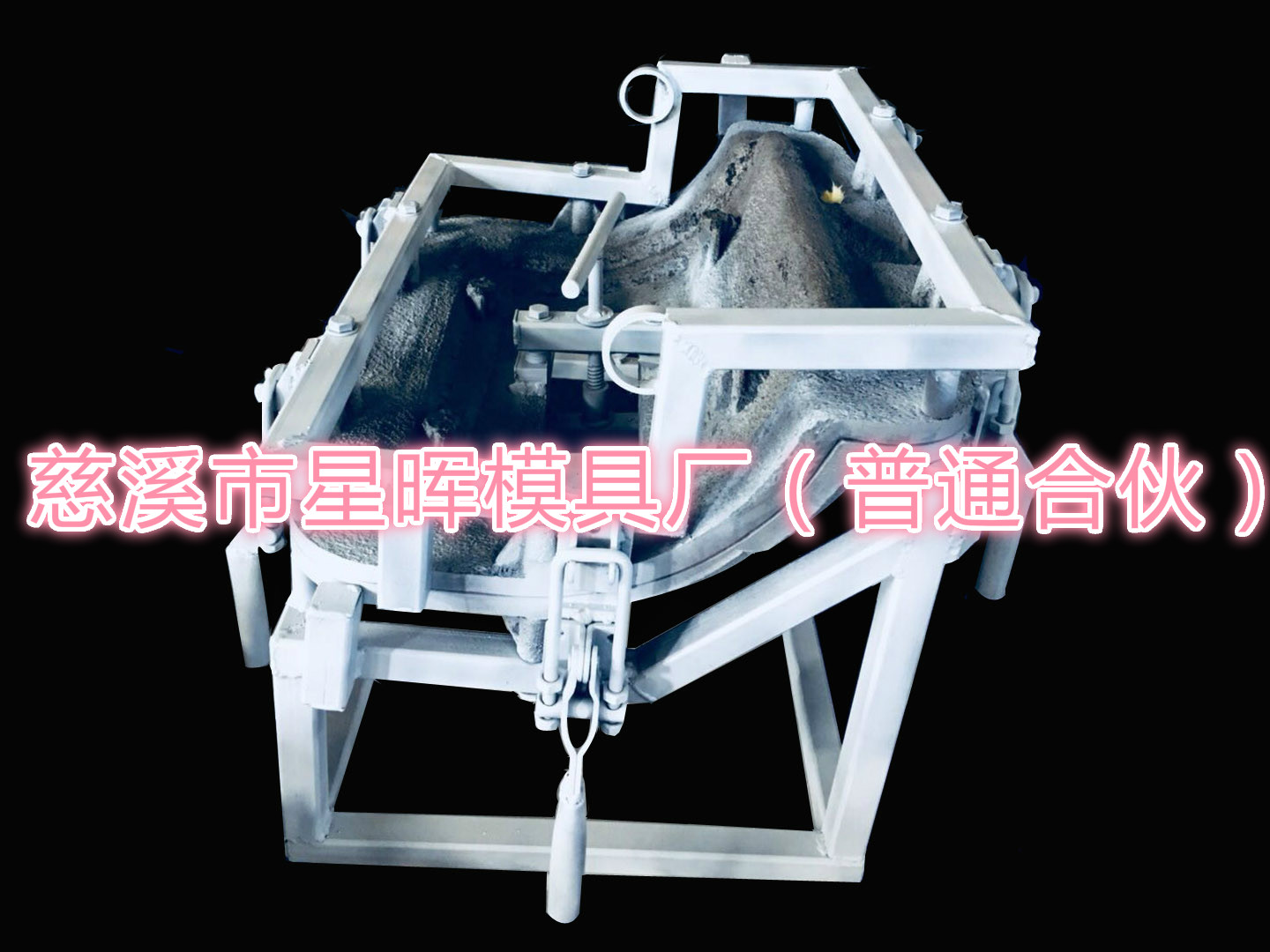
危害旋塑产品质量的要素有很多,在其中较为关键的有模具的样子,模具的转动速率,模具加温溫度、加温時间,塑胶粉末的物理学特点这些几大要素。1、旋塑产品的模具旋塑用的模具是单壁封闭式模具,它得出制品的外观设计轮廊而对制品內部轮廊没法精准到细节方面的。旋塑用模具的模具制作原材料一般挑选普通冷轧钢板焊接。大型滚塑模具焊接模成本费较为低,特别是在适用大中型旋塑制品。旋塑加工工艺对其模具有以下基础规定:模具在不断加温和制冷的全过程中不易产生形变和挠曲。模具应该附带有利于松动的夹紧组织 ,以使模具在加温和制冷工艺流程里能密不可分合闭,而在必须卸掉制品和放料时又能非常容易的开启。模具的设计方案和安裝应有益于气旋紧紧围绕模具表面作相对速度,便于使模具获得匀称的加温和制冷。模具应设定排水立管道,以避免 在加温全过程个模具内汽体受热变形而把熔化的塑胶沿合模缝挤压,而且避免 在制冷全过程中模具内造成负压力而造成模具和制品形变。滚塑模具定制模具部分总体设计时要尽量减少较深的腔和洞,及其筋板和实芯突起这类的构造,由于粉末状的原材料难以铺满所述构造的表面。模具净重和原材料净重之和不可以超出旋塑机的较大承受力。2、旋塑模具的转动速率一般旋塑机选用2个可电磁调速电机为模具绕主轴轴承及次轴的转动、摆动健身运动出示驱动力,那样模具的绕主轴轴承转速比和绕次轴摆动皆可调整。作业者根据调整2个电磁调速电机的转速比,可在一切制品样子下得到相对性匀称的制品壁厚。模具转动、摆动的基础功效是使粉末状原材料匀称混和并遍及模具表面。3、高压聚乙烯粉末的颗粒尺寸高压聚乙烯粉末颗粒的尺寸对其熔化全过程有关键的危害。颗粒越小,其表面积与容积之率越大,熔化速度就越高。一般旋塑粉末颗粒应不少于30目,可是,粉末颗粒规格也不适合过小,由于过细的粉末非常容易吸潮、结团,难以风干,提升加工工艺上的艰难。过细的粉末状原材料在模具中滚翻时可能结团,造成粉末的不匀称遇热,最后产生不匀称的制品壁厚或是在制品中产生熔化不充足的塑胶。试验说明一次性添加旋塑模具内的的高压聚乙烯粉末的颗粒尺寸不必一致或匀称,尺寸井然有序的粉末颗粒在加温模具中,因为大小粉末吸热反应熔化時间有长度、速度,使熔化塑胶慢慢沉积,逐渐成形。大型滚塑模具参杂在粗颗粒中的超微粉料对粗颗粒的健身运动有减少磨擦的功效,有益于原材料在模具中的滚翻和流动性。另外超微粉料的存有还有益于制品表面的优化及降低制品横截面气孔率,提升制品品质。
很多客户通过我们的网站来电话咨询滚塑成型过程中产品壁厚不均的解决办法,那么小编就来讲解下滚塑成型过程中产品壁厚不均的解决办法。原因分析;滚塑成型过程中不容易加工壁厚突变的产品。产品的平均壁厚取决于进料量。河北大型滚塑模具它的均匀性与模具本身的结构和滚压成型工艺有关。(1)就滚塑成型产品和模具的结构而言,通常 ,滚塑成型产品的内凹拐角(模具的外凸)的厚度较小,而产品的外凸拐角(模具的内凹)较厚。滚塑模具定制但是,如果产品外凸部的角度太小,很容易导致材料无法填充模具,导致相应的孔洞等缺陷,所以产品不应有尖锐的角部,通常使用大的扁平部。滑动弧过渡。(2)塑料的熔化和粘附能力主要与模具温度有关。当模具温度较高时,塑料容易首先熔化,并随着模具的旋转逐层涂夏,因此粘台树脂会较多,而粘附到低温部分的树脂相对较少,导致产品壁厚不均匀。(3)产品的壁厚也与转速有关。容易造成壁厚不均匀和转速不规则,所以通常使用扭矩或转速恒定且可自动控制的电机来确保主轴和副轴的均匀旋转。当产品某一部分的壁 厚与其他部分的壁厚有很大差距,且模具无法修改时,有必要从技术角度寻求解决方案。
滚塑操作步骤可降解性:(a)投料:将称好料的塑料以液體或颗粒料的方式装进模具内壁;大型滚塑模具(b)加温:滚塑成型机带著模具在2个方位时旋转,并添加热处理炉,使模具变暖,全部的塑料粘附并煅烧于模芯的内表层;(c)制冷:伴随着模具的持续旋转,模具另外转出热处理炉进到制冷室,滚塑模具定制在制冷室中滚塑塑料制冷成型;(d)出模:滚塑成型机转至出模部位,模具终止旋转,开启模具,取下









