
电 话:13586645587
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号

近些年,伴随着行业的慢慢完善,市场竞争也慢慢进到日趋激烈,应对持续升級的市场,顾客消费观念也随着发生改变,再加上信息技术髙速发展,品牌口碑效用凸起,一不留神也许将深陷困境谷底,由此可见遭遇的困境将大大增加。大型滚塑模具厂行业在中国有着十余年的历史积累,但不管发展多么一帆风顺,在发展道路上多多少少会碰到不一样水平的品牌危机。这时,用良好的心态和恰当的态度做出答复,才算是处理品牌危机的最好方法。品牌危机是具备意外性和紧迫性的,在信息传播速度异常发展的时代,不良影响的新闻当然会传播开来。在遭遇品牌危机时,是沒有不必要的時间用于献计献策的,而应在第一时间积极认可难题而且说明态度,那样才可以在一定水平上挽留事件对品牌的毁灭性。滚塑模具厂定制有句歌词说:“阳光总在风雨后,请相信有彩虹”。大家在发展的道路上或多或少都是会碰到各种艰难阻拦,可是仅有维持一种积极的态度才可以更强的解决问题。在品牌危机多发性环节,只有决胜千里,才可以在碰到品牌危机时,勇敢无畏。为此态度,才可以在猛烈的市场竞争中获得长期发展。

滚塑又被称为滚塑成型、转动成型、旋转成型等,是一种热固性塑料空心成型方式。滚塑加工关键分成二步先将塑料原材料添加模具中,随后模具沿两竖轴持续转动并使之加温,结构内的塑料原材料在作用力和能源的功效下。大型滚塑模具厂慢慢匀称地施胶、熔化黏附于模芯的全部表层上,成型为所必须的样子。预成型滚塑铝膜加工的特性以下:一、可以立即成型出样子繁杂的中间(比如一些选用别的成型方式必须事前各自制得二只构件,随后再用手工制作组成起來的提高塑胶制品)及其非常大的空心产品。二、制取商品能够便捷地选用加温硬底化,进而减少提高塑胶制品的成型周期时间,确保产品品质的可靠性。三、有利于在制品中放置镶件及其制品施加点胶解决。四、全部加工全过程,只是必须人力添加原材料和取下产品,成型全过程在密闭式的模具中开展,无丁二烯等有害物质及玻纤飞舞对身体的伤害减少到最少。滚塑模具厂定制滚塑铝膜的加工加工工艺的常见问题1、加工工艺定编简要、表述详尽,加工內容尽可能标值化表述;2、加工重难点处,加工工艺要着重强调;3、必须组成加工处,加工工艺表述清晰;4、镶块需独立加工时,留意加工精密度的加工工艺规定标明;5、组成加工后,滚塑机需独立加工的镶块零件,组成加工时加工工艺安裝独立加工的标准规定。6.模具加工中弹黄是最非常容易毁坏的,因此 要挑选疲惫长寿命的模具弹黄。
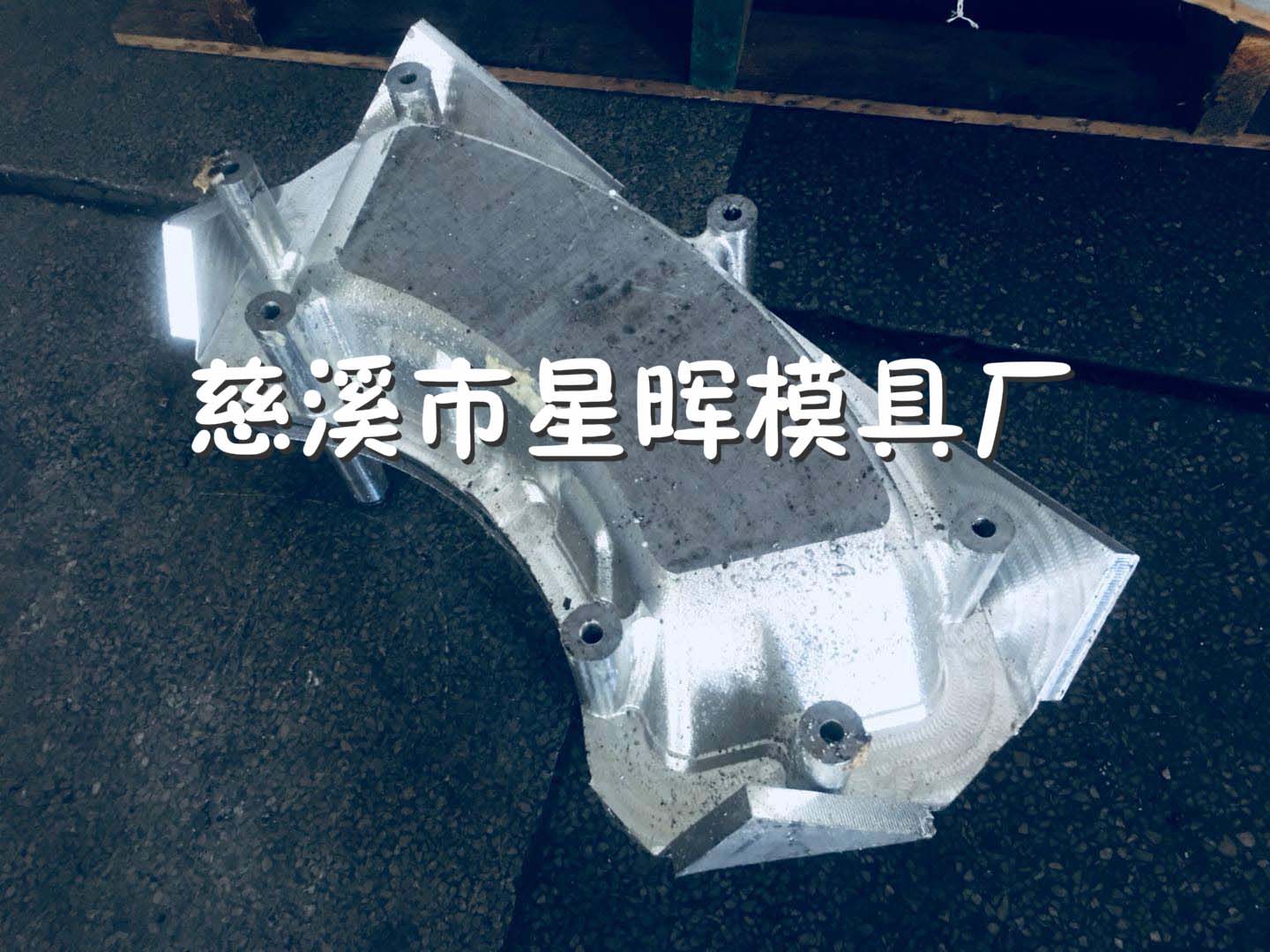
诱因剖析:在滚塑加工全过程中不易生产加工出壁厚突然变化的制品,制品的均值壁厚在于加料量的是多少,其匀称性与模具自身的构造、滚塑成型加工工艺相关。从滚塑和构造而言,一般在滚塑制品内凹的拐角处(模具凸出)厚度较小,而制品凸出的拐角部位(模具内凹)厚度很大,但假如制品凸出部位视角过小,易造成 原材料不可以填满模具产生相对的孔眼等缺点,因此 制品不适合有斜角部位,一般 用大的光滑弧形衔接。大型滚塑模具厂塑胶的熔化和粘附工作能力关键与模具温度相关。模具温度高的地区,塑胶容易先熔化并随模具的旋转逐层涂敷,粘附环氧树脂会较多,而温度低的部位粘附的环氧树脂相对性较少,导致制品壁厚不匀。制品的厚度还与转动速率相关。转动速率不匀称,非常容易导致壁厚不匀,并且无周期性,因此 一般选用能自动控制系统的恒扭距或恒转速比的电动机来保征主副轴均速转动。当制品某点部位与其他部位壁厚差距很大,模具不可以改动时,需扶加工工艺视角寻找解决方案。解决方法;把固定不动在模胚上适度的部位,并调节模胚的均衡。主、副轴转动速率维持占比平衡、速率匀称。热处理炉能确保在每个方位上使模具遇热匀称。加温和制冷全过程上都换相一次,换相时要快速,一般正转、翻转時间同样。在必须制品厚度扩大的部位,模具相对一部分要开展加热或减少隔热保温要素的危害。在必须制品厚度减少的部位,模具相对部位上添四氟乙烯板或石棉垫隔热保温,使熔化原材料不容易糯附模具或不断沉积,以减少此部位的厚度。滚塑模具厂定制此方式还用于把隔热板衬在模具上,使模其中表层没法粘附环氧树脂,得到张口部位,但这类方式制取的张口一般并不是整齐的。
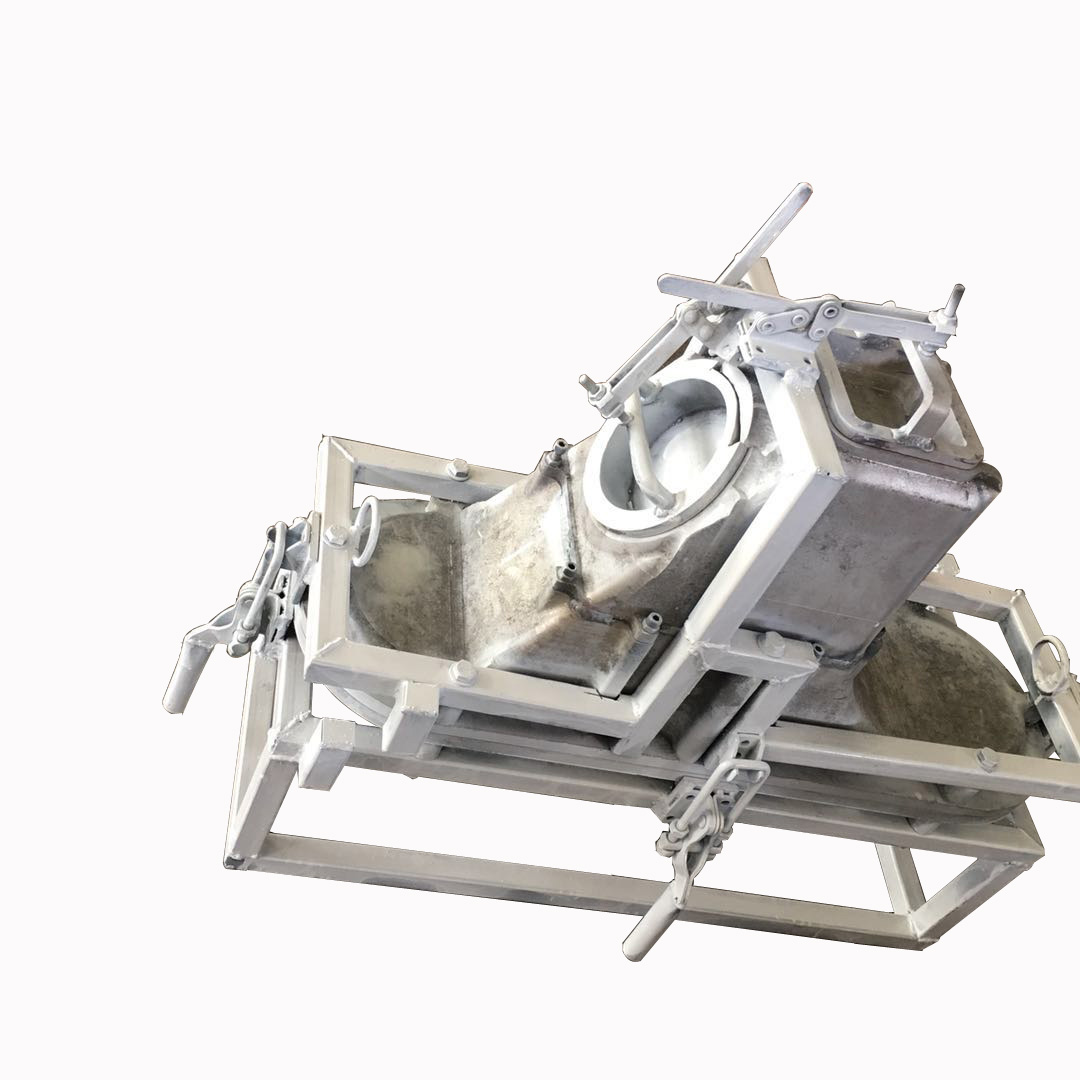
滚塑又被称为滚塑成型、转动成型、旋转成型等,是一类热固性塑料中空成型方式。大型滚塑模具厂加工主要分成二步先将塑料原材料添加模具中,随后模具沿两竖轴持续转动并使之加温,模内的塑料原材料在作用力和热量的作用下,慢慢匀称地涂覆、融熔黏附于模芯的整个表层上,成型为所需要的样式。预成型铝膜加工的特性如下所示:一、可以直接成型出样式复杂的之间(比如一一些选用其它成型方式需要事前分別制得二只构件,随后再用人力組合起來的提高塑胶制品)以及非常大的中空制品。二、制备产品可以便捷地选用加温固化,进而减少提高塑胶制品的成型周期时间,确保制品品质的可靠性。三、有利于在制品中放置镶件以及制品施加点胶处理。滚塑模具厂定制四、整个生产过程,仅仅需要人力添加原料和取下制品,成型过程在密闭的模具中进行,无打二烯等有害物质及玻纤飞扬对身体的伤害减少到非常小。
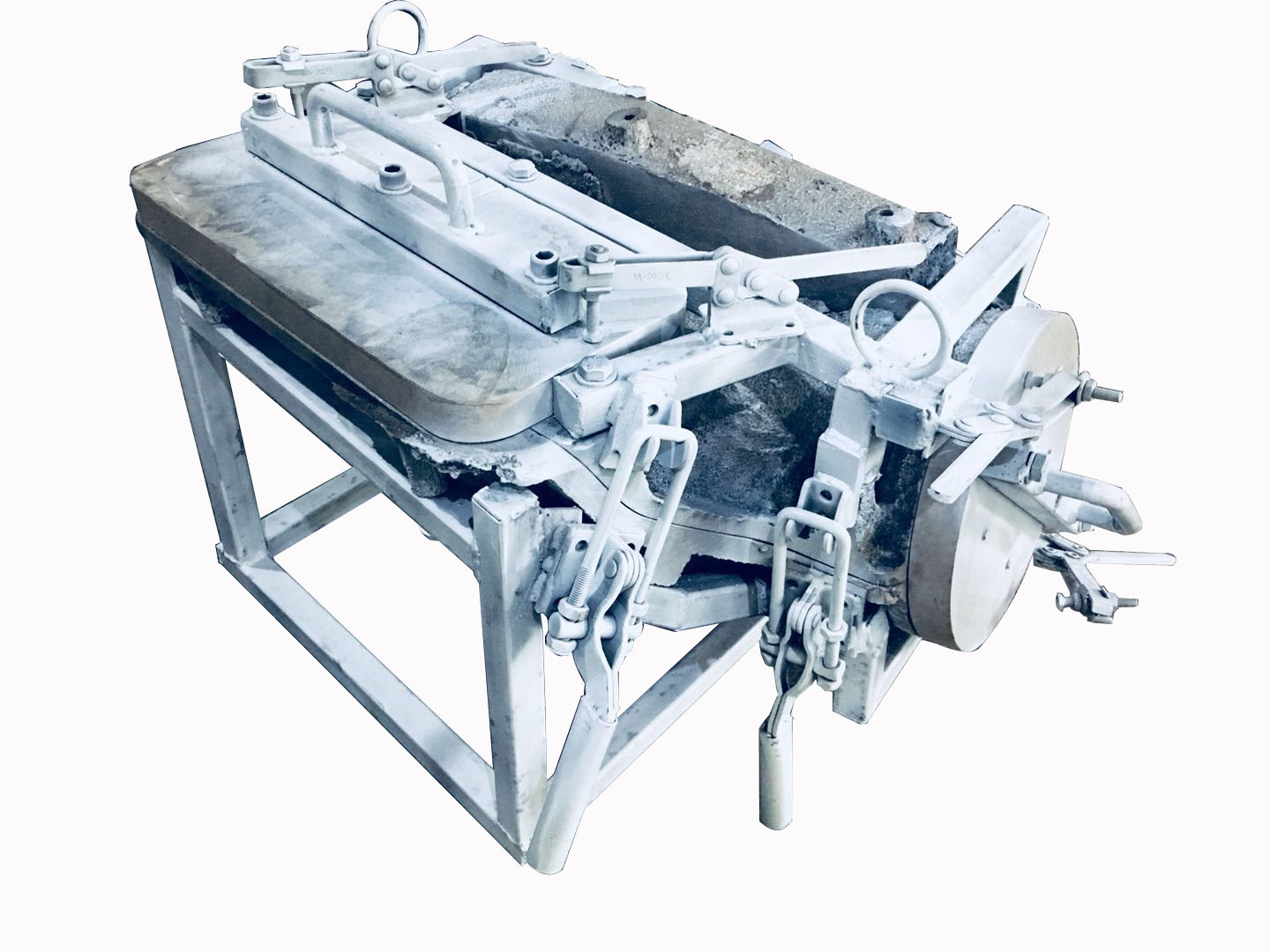
滚塑制品归属于中空塑胶制品,因而,两层壁的中空产品就变成一种普遍方式。如滚塑保温箱体便是典型性的两层壁中空产品,一般 保温箱体还会继续在两层壁中间开展添充聚氨酯发泡以具有隔热保温和提高的功效。大型滚塑模具厂那麼,在设计方案滚塑制品时,这类两壁中间的间距非常是呈平行面关联的壁与壁中间的间距应当留是多少间距适合呢?这儿就涉及到滚塑加工工艺及原料的难题了。滚塑原料多见粉末样子,而粉末的堆积密度较为低,其容积要比结晶体后的容积大三倍上下。因而,以便使原料粉末在滚塑时要充足地抵达每一个嵌入表层,就必须在滚塑制品的壁与壁中间留有最少三倍壁厚的充足室内空间。滚塑模具厂定制换句话说,滚塑制品的壁与壁中间的间距间距即便做到均值壁厚的三倍时,期间填满的颗粒料在熔化后也仅仅恰好变成两壁。而这类颗粒料填满室内空间的间距在滚塑时非常容易造成粉末铁路桥,进而阻拦粉末随意地流入模芯的别的部位。那样产品的一些部位便会出現壁厚不匀称的状况,铁路桥地区也会导致部分变厚。变厚部位会导致內部孔隙度和外界缩痕。大型滚塑模具厂这种变厚部位遇热时间长且比周边厚壁部位收拢大,这将造成造成热应力和形变扩大。因而,以便防止所述这种欠佳状况的出現,滚塑制品两边界层的间隔设计方案越大越有益于原料的流动性,一般最少要做到均值壁厚的四到五倍。









