
电 话:13567401080
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号

1、假如制品壁的承受能力规定较高,制品上是不是要设计筋板或“吻式”构造。2、在制品脱出的方位上,设计中是不是包括了较深的侧边陷。大型滚塑模具如果是,他们务必设计在外面或做为主题活动镶件,那样模具花费将提升。由于塑胶的收拢性,因此 一些小的凹痕能够 不予考虑。可是务必要了解多少的凹痕水平不用附加的模具。3、模具块数有多少。规范状况下模具有二块,可是假如制品的设计较繁杂很有可能规定几块模具。这将危害到模具的花费,模具的维护保养和塑胶制品的散件成本费。4、滚塑产品模具设计规格时要留意,一般来说滚塑制品的收拢在3%上下,假如滚塑制品对规格精密度规定高得话,也要从原材料主要参数,商品内部构造,模具原材料收拢性等去做剖析和调节。5、制品规定如何的表面处理,是镶铸在模具的表层上還是在锻造好的模具上机械加工制造。表面处理水平的不一样不但对模具花费有非常大的危害,并且有时候特殊的表面处理会危害制品出模。6、设计中圆角是不是充足大令其环氧树脂随意地流到模具的每一个地区。充足的圆角半经多少钱7、在制品上是不是存有2个边界层中间环氧树脂流动性不太好的地区。这一地区的间距有多久。假如间距较长,这里模具的表面处理将很艰难并使花费提升。滚塑模具厂家假如它很狭小,环氧树脂很艰难乃至是不太可能流到该内腔。8、是不是用镶件来给塑胶制品粘附其他构件。镶件的部位怎样,在成形实际操作中他们是不是能维持情况。9、模具的分析面在哪里。有时候制品的审美观必须与模具制做的具体规定在分析面难题上面有差别。10、滚塑制品拐角应设计成圆角,不可以设计成斜角或斜角,圆角有利于原材料流动性和成形,圆角视角越大,拐角的厚度匀称性就越好,成形越好。

滚塑是塑料制品的生产加工方式之一,合适于容积大,构造繁琐的中空塑料制品的生产加工。下边我为您详细介绍有关的小常识。大型滚塑模具滚塑成型又称旋塑、旋转成型、旋转模塑、旋转铸塑、旋转成型等,滚塑是塑料制品的生产加工方式之一,合适于容积大,构造繁琐的中空塑料制品的生产加工。滚塑成型加工工艺是先将塑料原材料添加磨具中,随后磨具沿两竖轴持续旋转并使之加温,结构内的塑料原材料在作用力和能源的功效下,慢慢匀称地施胶、熔化黏附于模芯的全部表层上,成型为所必须的样子,再经制冷定形而成产品.滚塑加工工艺(Rotomold)的特性是:1.低成本:同样规格型号尺寸的产品,的成本费约是注塑、塑料模具成本费的1/3到1/4;2.滚塑产品边沿抗压强度好,滚塑能够 完成产品边沿的薄厚超出五个mm,彻底消除中空产品边沿较薄的难题;3.滚塑能够 安装 各种各样嵌入件;4.滚塑产品的样子能够 比较复杂,且薄厚超出五个mm;5.滚塑能够 生产制造全封闭式产品;6.滚塑产品能够 添充发泡塑料,完成隔热保温。7.不必调节磨具,滚塑产品的厚度能够 随意调节.8.产品中空无缝拼接,但能够 调节壁厚,使产品具高韧性。9.可出示多种多样表层纹路解决,生产制造各种颜色产品。滚塑模具厂家可作遮挡紫外线耐老化解决,作多种多样石制,木制模拟仿真实际效果。

很多客户通过我们的网站来电话咨询滚塑成型过程中产品壁厚不均的解决办法,那么小编就来讲解下滚塑成型过程中产品壁厚不均的解决办法。原因分析;滚塑成型过程中不容易加工壁厚突变的产品。产品的平均壁厚取决于进料量。江苏大型滚塑模具它的均匀性与模具本身的结构和滚压成型工艺有关。(1)就滚塑成型产品和模具的结构而言,通常 ,滚塑成型产品的内凹拐角(模具的外凸)的厚度较小,而产品的外凸拐角(模具的内凹)较厚。滚塑模具厂家但是,如果产品外凸部的角度太小,很容易导致材料无法填充模具,导致相应的孔洞等缺陷,所以产品不应有尖锐的角部,通常使用大的扁平部。滑动弧过渡。(2)塑料的熔化和粘附能力主要与模具温度有关。当模具温度较高时,塑料容易首先熔化,并随着模具的旋转逐层涂夏,因此粘台树脂会较多,而粘附到低温部分的树脂相对较少,导致产品壁厚不均匀。(3)产品的壁厚也与转速有关。容易造成壁厚不均匀和转速不规则,所以通常使用扭矩或转速恒定且可自动控制的电机来确保主轴和副轴的均匀旋转。当产品某一部分的壁 厚与其他部分的壁厚有很大差距,且模具无法修改时,有必要从技术角度寻求解决方案。
滚塑材料也算是小众市场了,但是随着近几年I业的进步,分子材料科学技术的飞跃进步, 一场以塑代钢的革命浪潮逐渐升起。大型滚塑模具很多行业的产品逐渐有钢铁转塑料,塑料的原材料也不断地升级。 那么作为滚塑加工行业来讲具体会有那些滚塑原材料呢?今天小编为您慢慢解答: 1.低密度聚乙烯(LDPE ) , 密度为0.910~0.925g/cm2.熔点为107.其制品都具有密度低、透明性好、绝缘性好等优点,主要用于dao农膜(棚膜、地膜)、重包装膜、 收缩膜、 透明膜、 绝缘料及电缆护套的生产,还可以用于注塑、挤压、发泡等加工领域。2.LLDPE (线型低密度聚乙烯) :相对密度0.918- -0.939。 滚塑模具厂家熔点为121 ,产品理化性质:无毒、无味、无臭的乳白色颗粒,与LDPE相比具有强度高、韧性好、刚性强、耐热、耐寒等优点,还具有良好的耐环境应力开裂、耐撕裂强度等性能,并可耐酸、碱、有机溶剂等。适于作薄膜,用于吹膜、压膜、吹瓶。强度低、韧性好、延展能力高。优异的抗环境应力开裂性,抗低温冲击性和抗翘曲性使LLDPE对管材、板材挤塑和所有模塑应用都有吸引力。LLDPE是新型的应 用是作为地膜用于废渣填埋和废液池的衬层。3.高密度聚乙烯( HDPE )密度为0.941 ~0.965g/cm2. 熔点为135.1,产品理化性质:无毒、无味、无臭的白色颗粒,具有良好的耐酸碱,耐有机溶剂,电绝缘性优良,低温时,仍能保持一定的韧性 ,耐热性和耐寒性。化学稳定性好,具有较高的刚性和韧性,机械强度好,介电性能,耐环境应力开裂性能亦较好,高密度PE材料:用于制品的加工、挤出制品及板材, 强度高。常用于:滑滑梯,保温箱、军用箱、防撞桶、污水提升器外壳,扫地机外壳,电动轿车外壳等等。表面硬度,拉伸强度,刚性等机械强度都高于LDPE
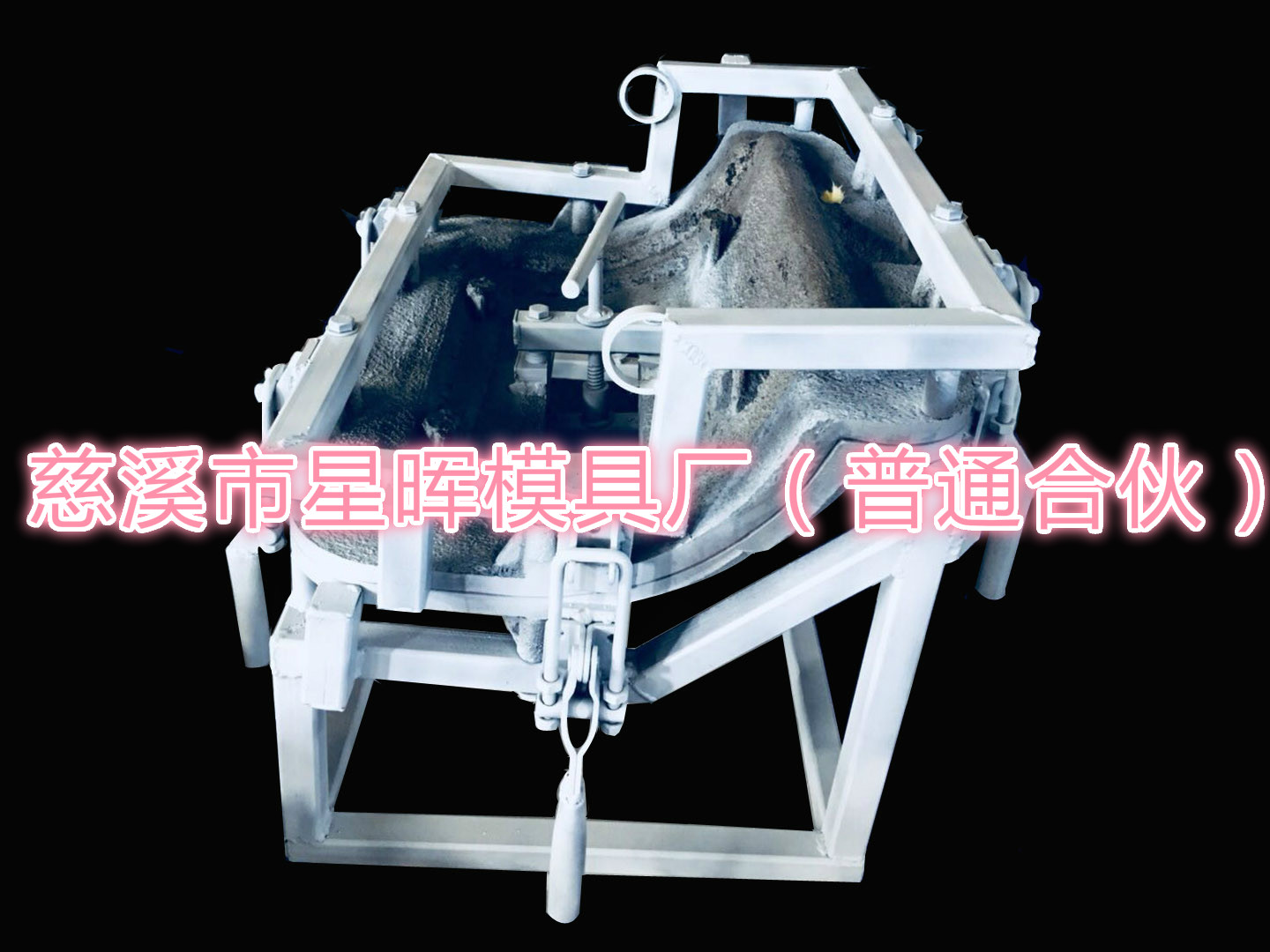
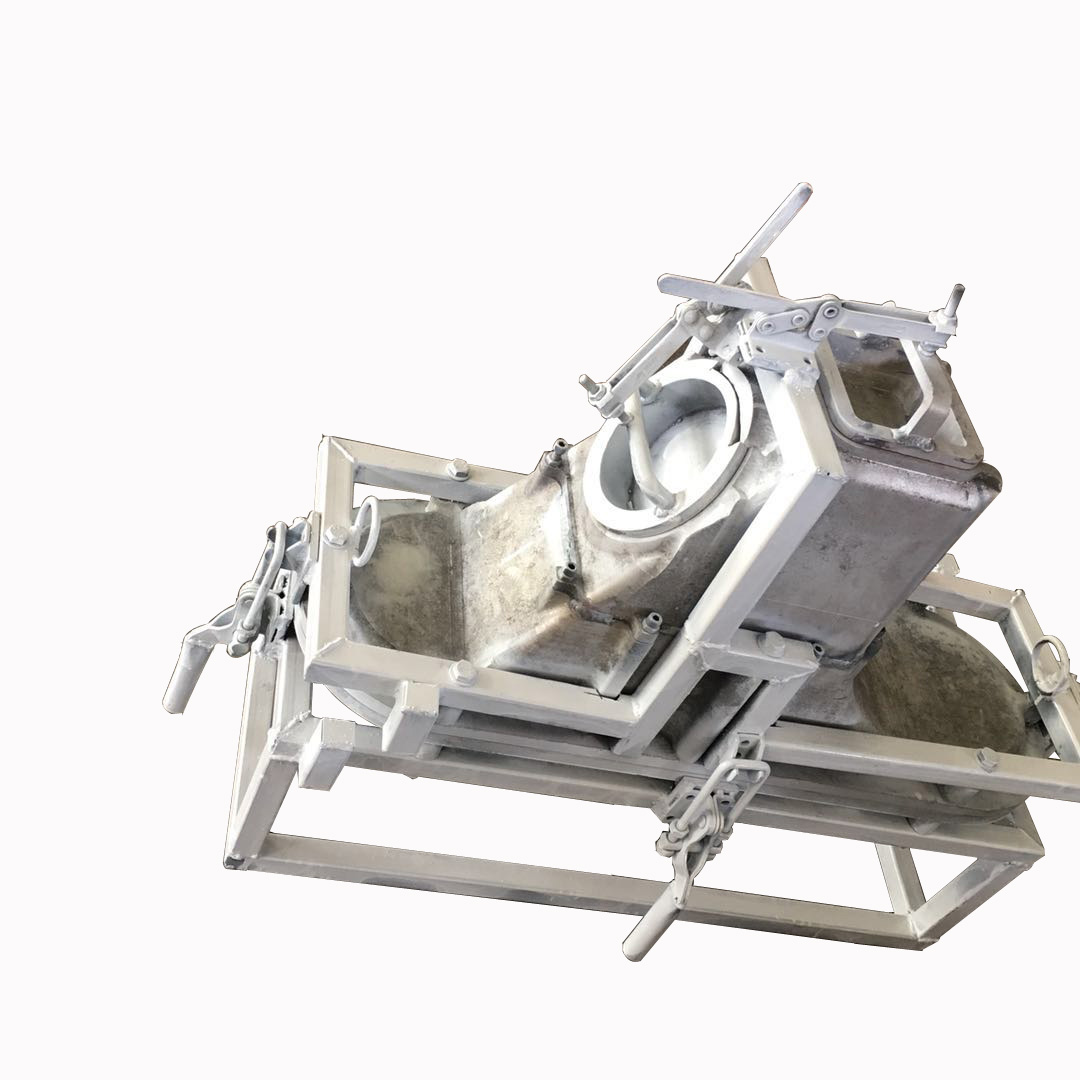
影响滚塑产品质量的因素有很多,其中比较重要的有模具的形状,模具的旋转速度,模具加热温度、加热时间,塑料粉末的物理特征等等。1、滚塑产品的模具:旋塑用的模具是单壁封闭模具,它给出制品的外形轮廓而对制品内部轮廓无法精准到细部。旋塑用模具的制模材料一般选择普通碳钢板焊接。焊接模成本比较低,尤其适用于大型旋塑制品。旋塑工艺对其模具有如下基本要求:模具在反复加热和冷却的过程中不容易发生变形和挠曲。模具上应附有便于松脱的夹持机构,以使模具在加热和冷却工序中能紧密闭合,而在需要卸下制品和装料时又能很容易的打开。2、的旋转速度:通常旋塑机采用两个可调速电机为模具绕主轴及次轴的旋转、摇摆运动提供动力,这样模具的绕主轴转速和绕次轴摇摆皆可调节。大型滚塑模具操作者通过调节两个调速电机的转速,可在任何制品形状下获得相对均匀的制品壁厚。模具旋转、摇摆的基本作用是使粉状物料均匀混台并遍布模具表面。3、聚乙烯粉末的颗粒大小:聚乙烯粉末颗粒的大小对其熔融过程有重要的影响。颗粒越小,其表面积与体积之比越大,熔融速率就越高。通常旋塑粉末颗粒应不低于30目,但是 ,粉末颗粒尺寸也不宜过小,因为太细的粉末极易吸湿、结块,很难烘干,增加工艺上的困难。滚塑模具厂家太细的粉状物料在模具中翻滚时将会结块,导致粉末的不均勻受热,最终形成不均匀的制品壁厚或者在制品中形成熔融不充分的塑料。4、加热时间和冷却时间:加热时间过短会导致粉末未熔融完全,塑料性能达不到高指标,加热时间过长会导致塑料氧化,从而破坏其塑料分子结构,易老化,发脆影响滚塑制品质量,而冷却时间也十分关键,冷却过快,容易使制品变形,影响制品使用性和美观性。
![]()








