
电 话:13567401080
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号

滚塑成形又称之为转动成形(RotationalMoulding),它是将定量分析的粉末状环氧树脂装进热态的模具中,由滚塑机推动模具绕二根互相垂直的传动轴开展迟缓的自转和匀速转动,另外用另加热原加温模具,进而使环氧树脂粉末状熔化并依靠本身的作用力匀称地施胶于全部模具内壁表面,模具后经制冷出模后获得中空产品的方式 。本地塑料加工滚塑加工工艺的特性:1、低成本:同样规格型号尺寸的商品,的成本费约是注塑、塑料模具成本费的1/3到1/4;2、滚塑产品边沿抗压强度好,滚塑能够完成商品边沿的薄厚超出五个mm,彻底消除中空商品边沿较薄的难题;3、滚塑能够安装 各种各样嵌入件;4、滚塑产品的样子能够比较复杂,且薄厚超出五个mm;5、滚塑能够生产制造全封闭式商品;6、滚塑产品能够添充发泡塑料,完成隔热保温;7、不必调节模具,滚塑产品的厚度能够随意调节(3mm之上);8、商品中空无缝拼接,塑料加工生产厂家但能够调节壁厚,使商品具高韧性;9、可出示多种多样表面纹路解决,生产制造各种颜色产品,可作遮挡紫外线耐老化解决,作多种多样石制,木制模拟仿真实际效果。

基础生产过程非常简单,便是将粉状或浆状高聚物放到磨具里,加温另外紧紧围绕2个竖轴转动(匀速转动和自转),随后制冷。本地塑料加工在加温环节的最开始,假如用的是粉状原材料,则先在磨具表层产生多孔结构层,随后随循环系统全过程逐渐熔化,最终产生匀称薄厚的均相层;假如用的是液體原材料,则先流动性和涂敷在磨具表层,当做到疑胶点时则彻底终止流动性。塑料加工生产厂家适用高溫自然环境下各种各样滚动轴承、传动齿轮、传动链条及其其他传动系统机械零部件的润化;适用冶金工业、矿山开采、油气田、机械设备、道路运输等制造行业处在高溫、重负载、湿冷等极端状况下电动机、滚动轴承、传动齿轮的润化;非常适用耐高温轴承。

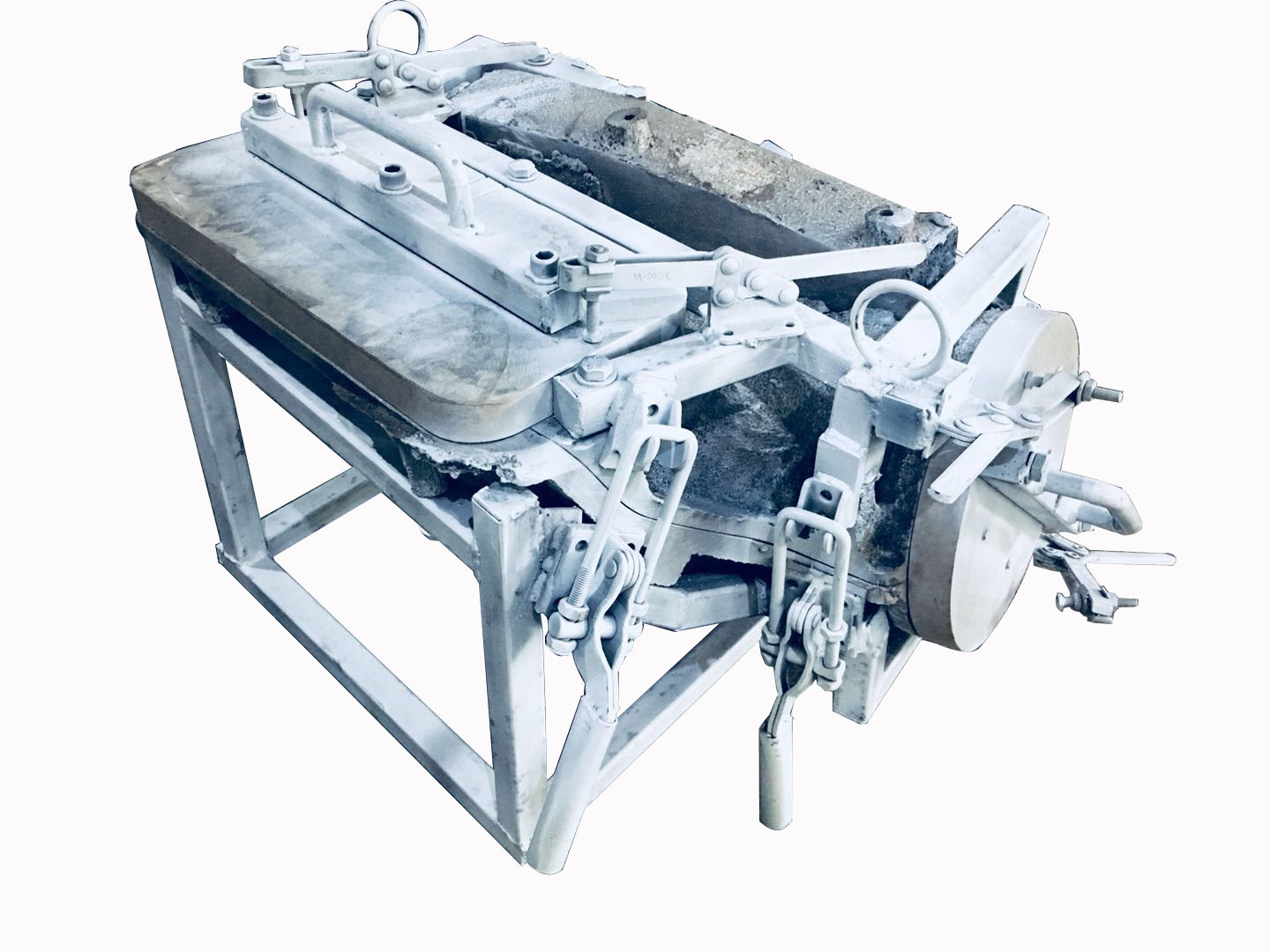
影响滚塑产品质量的因素有很多,其中比较重要的有模具的形状,模具的旋转速度,模具加热温度、加热时间,塑料粉末的物理特征等等。1、滚塑产品的模具:旋塑用的模具是单壁封闭模具,它给出制品的外形轮廓而对制品内部轮廓无法精准到细部。旋塑用模具的制模材料一般选择普通碳钢板焊接。焊接模成本比较低,尤其适用于大型旋塑制品。旋塑工艺对其模具有如下基本要求:模具在反复加热和冷却的过程中不容易发生变形和挠曲。模具上应附有便于松脱的夹持机构,以使模具在加热和冷却工序中能紧密闭合,而在需要卸下制品和装料时又能很容易的打开。2、的旋转速度:通常旋塑机采用两个可调速电机为模具绕主轴及次轴的旋转、摇摆运动提供动力,这样模具的绕主轴转速和绕次轴摇摆皆可调节。本地塑料加工操作者通过调节两个调速电机的转速,可在任何制品形状下获得相对均匀的制品壁厚。模具旋转、摇摆的基本作用是使粉状物料均匀混台并遍布模具表面。3、聚乙烯粉末的颗粒大小:聚乙烯粉末颗粒的大小对其熔融过程有重要的影响。颗粒越小,其表面积与体积之比越大,熔融速率就越高。通常旋塑粉末颗粒应不低于30目,但是 ,粉末颗粒尺寸也不宜过小,因为太细的粉末极易吸湿、结块,很难烘干,增加工艺上的困难。塑料加工生产厂家太细的粉状物料在模具中翻滚时将会结块,导致粉末的不均勻受热,最终形成不均匀的制品壁厚或者在制品中形成熔融不充分的塑料。4、加热时间和冷却时间:加热时间过短会导致粉末未熔融完全,塑料性能达不到高指标,加热时间过长会导致塑料氧化,从而破坏其塑料分子结构,易老化,发脆影响滚塑制品质量,而冷却时间也十分关键,冷却过快,容易使制品变形,影响制品使用性和美观性。

针对一直在生产制造应用中的而言,模具的平时维护保养工作中做得是不是及时,立即危害到滚塑制品品质的优劣及模具的使用期。本地塑料加工殊不知,在滚塑产品生产制造中,许多 实际操作职工因为欠缺有关的维修保养基本常识,忽略了对的维护,以致于导致产品品质和模具的毁坏,给公司导致多余的损害。因此 针对模具的平时维护保养工作中要给与充足的高度重视,用心保证下列这种事宜:1、常常留意观查产品或模具的状况,看一下是不是有擦破、内凹、脱落、缝隙等情况,一旦发觉模芯表层有细微的亮斑,就需要立即开展修复;2、产品粘模时,肯定不必蛮干,用棍子这类的物品硬撬,非常是不能用铁棍,那样非常容易损害模具。针对涂有铁氟龙的模具,一旦撬脱落一小片,就需要所有铲掉再次喷漆,导致很不便的結果,还耽误了生产制造供货時间。因此 ,要尽可能挑选软性的、柔性的出模解决方式,宁可慢一点,还要以不毁坏模具内壁为前提条件。3、模具出現伤疤或毛边等难题时,不能用挫刀修补,只有应用细磨刀石或细沙布等刃磨。4、模具的法兰盘处周边常常聚集不必要的废弃物,要立即清除整洁,确保锁模的密封性,但要留意清除时应用竹刀或塑胶棒,不能用菜刀这类的刚度专用工具,以防伤到法兰盘的分析面。5、模具要置放到干躁阴凉处,避免 水蒸气进到危害生产制造及产品品质。置放的地区要平整载重。查验模胚是不是缝隙和毁坏,模具要校准装好,以防因本身压力而形变。6、要查验通气口是不是通畅,有没有堵塞状况;查验夹持地脚螺栓、弹黄、工装夹具等是不是强有力,有没有松脱。7、进行生产制造每日任务后,应立即从滚塑机上卸掉模具,放进路面平整处。要防止模具长期静止不动悬架在滚塑机上而导致模具形变和滚塑设备的长期性单侧重量。塑料加工生产厂家这一点对大中型、长条状和超重型而言至关重要。
滚塑产品的形状影响滚塑容器的成型,但大致是壳体结构,为便捷出模,一般选用对出模。 1、应尽量薄(可节约驱动力)且对产品厚度和特性有立即影响(太厚易造成模腔内原材料溫度不一样)。另与滚塑方法和加热系统软件相关,如:热液体传输加热模具δ应加厚型=12-15mm,以确保液体迅速加热泪盈眶模具且匀称溫度。本地塑料加工用以暖风循环式加热的模具,δ就薄一些(5-7mm)。2、滚塑容器需有排气口,便于排出来因模内压力升高,低分子化合物溶解。排气口是一个厚壁金属塑料管,伸到模腔中心,为防止转动时粉状树脂从排气口外溢,该孔用玻璃丝,石墨粉这类原材料铺满。3、原材料的规定不高。传热性、延展性、电焊焊接性、耐温性好就可以。钢、铝普遍。模具原材料影响加热滚塑容器所需时间加热周期中的关键一部分,因而模具材料对加热周期影响非常大。如205℃,δ=3.1m的镍制模具与薄厚为614mm的铅模具相同加热,時间h1比h2小滚塑容器模具:模具自转和公转速度等要制取壁厚匀称的产品,模具的自转和公转速度及传动比十分关键的影响因素。滚塑容器自转速率不可以太快,造成向心力会使原材料飞出模腔,适当的速率应确保模具每转一周就会有一层料粘在模内壁。关键取决于树脂黏度。黏度高,迟缓转速比下才可以匀称遮盖模腔。塑料加工生产厂家公转速度低于自转速率,一般 为1:4,有时候1:1或1:8上下。传动比在于产品形状、模具悬架方法。
![]()








