
电 话:13567401080
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号

很多客户通过我们的网站来电话咨询滚塑成型过程中产品壁厚不均的解决办法,那么小编就来讲解下滚塑成型过程中产品壁厚不均的解决办法。原因分析;滚塑成型过程中不容易加工壁厚突变的产品。产品的平均壁厚取决于进料量。大连制作塑料模具制造它的均匀性与模具本身的结构和滚压成型工艺有关。(1)就滚塑成型产品和模具的结构而言,通常 ,滚塑成型产品的内凹拐角(模具的外凸)的厚度较小,而产品的外凸拐角(模具的内凹)较厚。塑料模具制造厂家但是,如果产品外凸部的角度太小,很容易导致材料无法填充模具,导致相应的孔洞等缺陷,所以产品不应有尖锐的角部,通常使用大的扁平部。滑动弧过渡。(2)塑料的熔化和粘附能力主要与模具温度有关。当模具温度较高时,塑料容易首先熔化,并随着模具的旋转逐层涂夏,因此粘台树脂会较多,而粘附到低温部分的树脂相对较少,导致产品壁厚不均匀。(3)产品的壁厚也与转速有关。容易造成壁厚不均匀和转速不规则,所以通常使用扭矩或转速恒定且可自动控制的电机来确保主轴和副轴的均匀旋转。当产品某一部分的壁 厚与其他部分的壁厚有很大差距,且模具无法修改时,有必要从技术角度寻求解决方案。
要防止使成形的滚塑产品制品不产生或者少产生收缩变形的状况,就需要对于造成收缩变形的缘故来逐一改善。1、在冷却方法上,尽可能挑选冷却抗压强度低的方法,而冷却时要再次转动模具。现阶段最常见的是散热风扇强冷,它是仅强过室内温度冷却的一种冷却方法。尽管在室内温度中当然冷却最商业保险,但很慢。制作塑料模具制造立即洒水冷却尽管减温快,但收缩变形几率很大,应谨慎使用。2、要把握好恰当的脱模溫度,结构内冷却时间长些,收缩率会减少。在确保非常容易脱模的前提条件下,脱模温控的越低越好,那样能够将收缩变形的风险性降至最少。并且脱模出去的制品不必放到温度差很大的自然环境里,而且最好是立刻垫片适合的物件对制品给予保固定不动型。3、调节主、副轴转动速率,使传动比平衡、转速比匀称,成形制品的厚度匀称。4、对模具中很有可能造成制品收缩变形的构造、狭小室内空间、钝角等给予调整。5、要把握常用原材料的收缩率,对品质规定高的一些制品,也可采用收缩率相对性低的原材料。6、对色浆、防腐剂、脱模剂的应用要留意,防止应用这些会造成制品很大收缩的色浆、防腐剂,脱模剂的使用量要适度降低。7、更改不科学的制品构造,应在很有可能的状况下,尽量减少设计方案大而平的制品表层,內部可适度提升。8、改善加温加工工艺,适度提升加温的溫度。塑料模具制造厂家提升制品的压实度。9、维持模具通气口的通畅,必需时可以向模具内进入稀有气体。

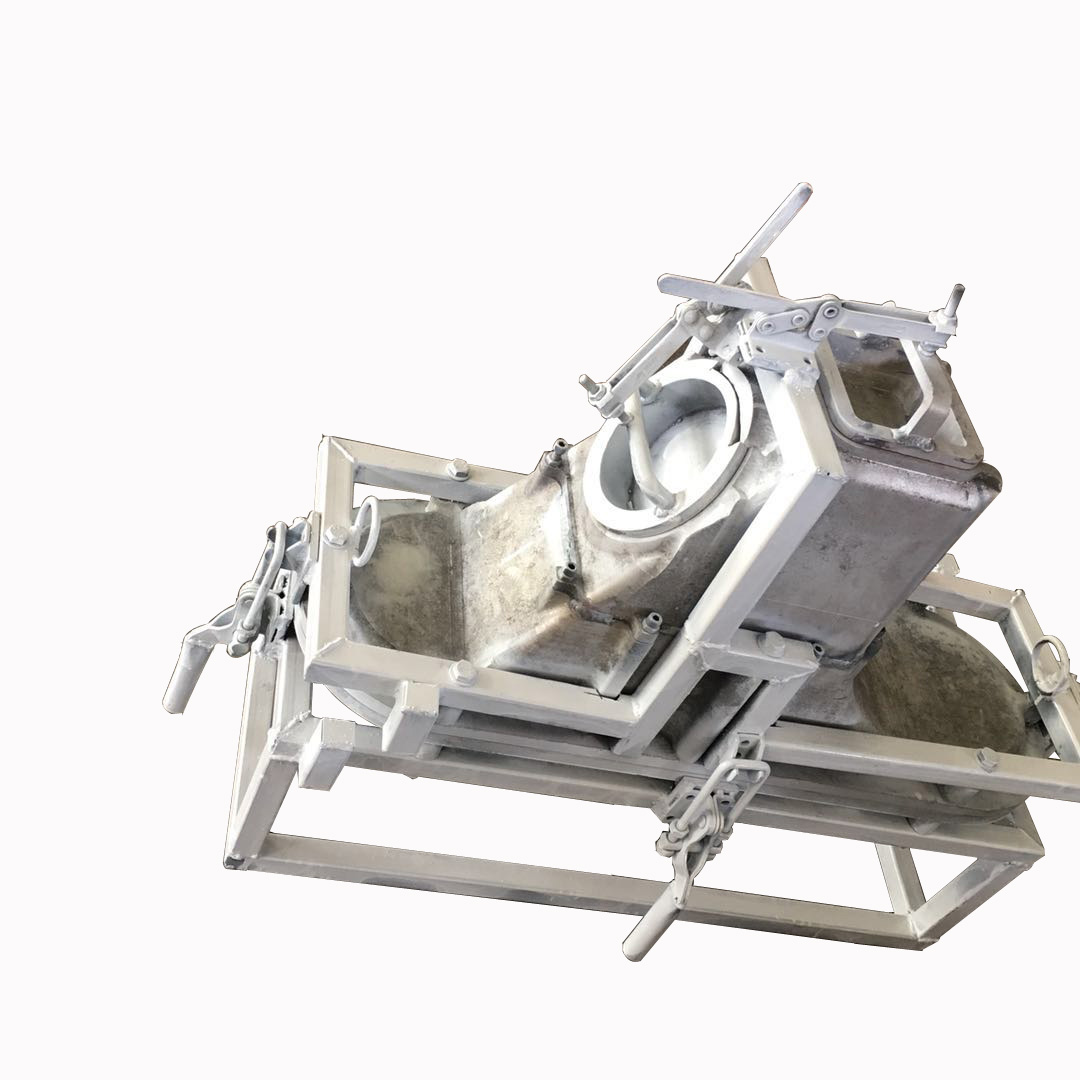
不同的种类滚塑机,其模具托架构造也是不同的。制作塑料模具制造普遍的模具托架有框架式,园盘蜘蛛网式。摇摆车和大中型的直火式的滚塑机的的模具托架又不同样,那就是一种类似混泥土搅拌器的一种构造。大家说起到的是中小型的一般的滚塑机上的安装方式。模具托架上安装的是不是适当有效立即危害到滚塑制品的品质优劣。塑料模具制造厂家这也是滚塑工艺不容忽视的一部分关键內容。1、的挑选。同一台滚塑机上,假如标准批准,挑选同一种类的模具,假如要另外生产制造不同类型的其他商品,挑选时务求所要安装的模具容积尺寸相仿,净重区别不必太差距,滚塑制品的薄厚规定大部分一致。以防出現商品脆化溶解或残余静电粉末的状况,由于不同的生产制造时需规定生产加工周期时间全是不同的。2、安装的间距间距。一个模具托架上应安装多少个模具,这一要测算好,模具中间要留出充足的间距,以防相互之间挡住,有利于暖空气的传输,另外也有利于出模、锁模。3、模具托架的均衡掌握。这一点一定要留意,假如托架一边重一边轻,滚塑机的旋转便会遭受危害,轻则导致产品薄厚不匀,比较严重时,会毁坏滚塑机。4、留意滚塑机烘干箱的直徑,模具安装时要测算一下旋转范畴,不然会产生不良影响。5、的固定不动,模具安装时不仅考虑到坚固性,还要在意安装、拆装的速率。
1、首先是机械设计,抗压强度够、扭距大、变速便捷、运行稳定、能锁住在随意视角有利于左右模。设计方案抗压强度是不是能承担设计方案较大 模具。2、空间或动能的使用率,也是一个考量指标值,它立即关联到您的产品成本,对您的商品是不是具备竞争能力起着很重要的功效。有的机器设备看起来佼佼者(火炉非常大),但只有做一些小商品,要不是设计方案抗压强度不足,承担不上大模具的净重;要不是构造不足紧凑型,齿轮传动构件占有很大的空间,减少了置放模具的空间。空间利用率高,自然也就代表着能量利用率高。制作塑料模具制造(自然耗能还与隔热保温特性等要素相关。)3、另一核心技术是火炉内的温度是不是匀称、发热量可否匀称送到模具的每一个角落里。4、模具在正反转时,转速不是同样,举例说明以下:设主轴轴承与次轴传动系统螺旋伞齿轮的之比1:1,则伺服电机(转速为r1)和次轴电动机(转速为r2)同样方位旋转时,模具的转速为r2-r1;假如二者反过来方位旋转时,模具的转速为r2+r1。塑料模具制造厂家转速不统一,大家难以揣摩所挑选的转速主要参数是不是在产品品质中起着不好的功效。来看要更改这一情况非要用PLC或是是电脑上了。不一定,一些滚塑机无需电脑上或PLC控制,就可以保证这一点,又为您节省了一台电脑上或是PLC。构成越繁杂设备故障率就越高,想来您是搞清楚这一点的。5、最重要的技术性应该是品质自动控制系统。产品品质的优劣,品质的平稳,靠什么?中国老旧的滚塑设备靠的是人的眼睛和工作经验。一个新员工沒有一年半拉,是学不上什么的,还得看他的智力怎样呢。还有工作经验的员工也会出现看错的情况下,假如看不到的呢又该如何去操纵呢,想听一位同行业盆友说,他只能把模具拉出去看一下,还没有进行再放进炉内再次,直至进行才行。对啊,这类机器设备也只能这样了。看别人海外机器设备,如美国的Ferry企业的滚塑机,她们早已再用无线遥控器技术性了,可以测得模具里边的温度,而且无线数据传输到电脑上里,历经电脑上的剖析来分辨什么时候能够终止加温、什么时候能够出模。6、实际操作简易、非常容易把握,对生产商而言是十分火爆的。美国Ferry企业的机器设备对作业员的规定显而易见,务必会电脑上、会英文吧。中国的滚塑产品厂很必须有两年入岗历经的有工作经验的作业员,但很缺乏,因此就会有出高薪职位请老师傅的状况。制作塑料模具制造另外,人才外流的生产厂家,又得去招新员工来,因此,又有许多滚塑产品厂的人事主管老是泡在劳动力市场,找寻新员工,再累死累活塑造,塑造成熟了又要担忧何时会离开。

1、如果制品壁的抗压能力要求较高,制品上是否要设计加强筋或“吻式”结构。2、在制品脱出的方向上,设计中是否包含了较深的侧面陷。大连制作塑料模具制造如果是,它们必须设计在外面或作为活动嵌件,这样模具费用将增加。因为塑料的收缩性,所以一些小的凹陷可以不予考虑。但是必须要知道多大的凹陷程度不需要额外的模具。3、模具块数有多少。标准情况下模具有两块,但是如果制品的设计较复杂可能要求多块模具。这将影响到模具的费用,模具的维护和塑料制品的单件成本。4、设计尺寸时要注意,一般来说滚塑制品的收缩在3%左右 ,如果滚塑制品对尺寸精度要求高的话,还要从原料参数,产品内部结构,模具材料收缩性等去做分析和调整5、制品要求怎样的表面处理,是镶铸在模具的表面上还是在铸造好的模具上机械加工。大连塑料模具制造厂家表面处理程度的不同不仅对模具费用有很大的影响,而且有时特定的表面处理会影响制品脱模。6、设计中圆角是否足够大以使树脂自由地流到模具的每个地方。足够的圆角半径是多少7、在制品上是否存在两个壁面之间树脂流动不好的区域。这个区域的距离有多长。如果距离较长,此处模具的表面处理将很困难并使费用增加。如果它很狭窄,树脂很困难甚至是不可能流进该空腔。8、是否用嵌件来给塑料制品附着其它部件。嵌件的位置如何,在成型操作中它们是否能保持状态。9、模具的分型面在何处。有时制品的审美需要与模具制作的实际要求在分型面问题上会有差异。10、滚塑制品转角应设计成圆角,不能设计成尖角或直角,圆角有助于原料流动和成型,圆角角度越大,转角的壁厚均匀性越好,成型越好。
一个塑料制品,是否合适用滚塑成型来生产制造,或是滚塑成型是否做这一制品的最佳挑选,务必依据该制品的样子、规格、原材料、成本费、总数等要素来综合性分辨。制作塑料模具制造假如有几种塑料成型法都能够考虑到来做这一塑料制品得话,能够 参考滚塑成型加工工艺的优点和缺点,运用枚举法来挑选出最佳的成型方法。1、确定是否中空制品;要不是中空制品,又不是聚氨酯发泡实芯制品,那么就基础能够 清除用滚塑产品来生产加工了。塑料模具制造厂家如果是中空制品,因为能够 成型中空制品的方法有吹塑成型、热成型和滚塑成型等几类,而每一种成型方法都是有其优点和缺点,在方法的挑选上面有一些地区是重合的。也只有说滚塑成型是生产制造这一商品的挑选之一。2、看制品规格;假如要做的塑料制品容积非常大,尺寸的规格中最少有一项超出当今吹塑机的工作能力,或是工业生产上能够 获得的热成型塑胶板材总宽,那基础能够 清除吹塑成型或热成型,换句话说这类制品只有用滚塑成型法来生产加工。3、看样子;假如这一制品的三维规格都会所述三种成型法的生产量范畴以内,接下来就得看制品的样子。假如样子繁杂,例如除杂器皿等,应用吹塑成型或热成型就生产制造出不来总体的制品。这时候只有用滚塑产品来生产制造。4、看原材料成份;也就是看制品用哪种原材料来生产制造。假如这一制品的原材料是聚丙稀的,那么就无法用热成型来生产制造。制作塑料模具制造如果是用液体聚乙烯增塑糊的,那么就只有用滚塑产品来生产制造。5、看制品构造;假如制品包括封闭式的平行面双壁构造,则滚塑成型是优选的成型方法,由于热成型要用更加繁杂和更加价格昂贵的智能磨具。当规定制品的厚度匀称或外角要牢固的状况下,滚塑成型也变成最好的挑选。6、看磨具构成;假如磨具是非常复杂或是由双片构成,设备无法全自动出模,这一制品就没法用热塑性成型或吹塑成型来生产制造。滚塑成型的出模基础全是由人力来进行的,即便较繁杂的磨具还可以人力进行,因此这一制品只有由滚塑成型来生产制造。7、看嵌入件假如制品有镶件和镶件得话,就需要依据嵌入件与制品融合的复杂性来挑选生产加工方法,滚塑成型在能够 嵌入的复杂性上应高过吹塑和热成型。另外,用滚塑成型来预埋件嵌入件,它的融合色牢度也是三种成型方法中最好是的。8、看高效率与成本费;假如应用所述比较分析法后,这三种方法依然都行得通,那么就较为这一制品的产品成本和高效率了。尽管吹塑成型方法一般磨具成本费较高,但生产制造速度更快、生产制造高效率,要是把生产量和高效率测算一下,就能得到出厂价。假如这一中空制品的需要量非常大得话,一般状况下。用吹塑做的成本费最少。滚塑加工成型磨具的成本费低于吹塑成型方法,小批量生产时供货時间也低于吹塑成型方法。但因为滚塑产品的生产率相对性较低,商品数量要求大时,成本费会升高,其优点减少乃至缺失。而热成型的高效率和成本费一般是接近吹塑和滚塑产品中间的。因此商品需要量小的时候用滚塑成型划算;而商品需要量大时,就需要挑选吹塑或热成型了。塑料模具制造厂家总而言之,最后挑选某一个成型方法来生产制造一个塑料制品,并不是说别的的成型方法就一定不可以采用,而仅仅在综合性较为了多种要素后作出的最佳挑选。
![]()








