
电 话:13567401080
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号
滚塑加工通常都需要相应的模具来进行样式的确认。制作滚塑模具设计那麼该怎样制做呢?接下去就给大家来具体的介绍下,希望对大家能有帮助吧。模具设计制做的标准是:表面光洁;构造合理、生产高效率、便于自动化;制造容易、使用寿命高、低成本;设计满足加工需要,经济合理。总体设计和参数选择须考虑刚度、导性、倒料组织、定位方式、空隙大小等要素。模具制造厂家因为制作过程中的每个构件都是在高溫与转动的生产流程下成型的,有别于那些在重压下形成的构件,因而不用像注塑成型那般还需要历经特别加工才能够承受住重压的考验。模具上的易耗配件应容易更換。对于塑料模具和压铸模具,还需要考虑科学合理的浇筑系统、融熔塑料或金属流动状态、进入型腔的位置与方向。滚塑模具设计生产厂家为了提升生产效率、降低流道浇筑损失,可选用多型腔模具,在一模具内能同时完成数个相同或不同的制品。在批量生产中应选用高效率、高精密、高使用寿命的模具。冲压模应选用多工位级进模,可选用硬质合金镶块级进模,以提升使用寿命。在小批量生产和新品研制中,应选用,构造简单、制造快、低成本的简易模具,如組合冲模、薄板冲模、聚氨酯橡胶模、低熔点合金模、锌合金模、超塑性合金模等。模具已開始选用计算机应用设计,即运用以计算机为主的一整套系统对模具进行可靠性设计。这也是模具设计的发展趋势。制造按结构特点,分成平面的冲裁模和具备空間的型腔模。冲裁模运用凸模与凹模的尺寸搭配,有的甚至是无间隙配合。其它锻模如冷挤压模、压铸模具、 粉未冶金模、塑料模具、橡胶模等都属于型腔模,用以成型立体样式的产品工件。型腔模在长、宽、高3个方向都有尺寸标准,样式繁杂,制造艰难。模具生产通常为单件、小批生产,制造标准严格、多选用严格的加工设备和测量设备。

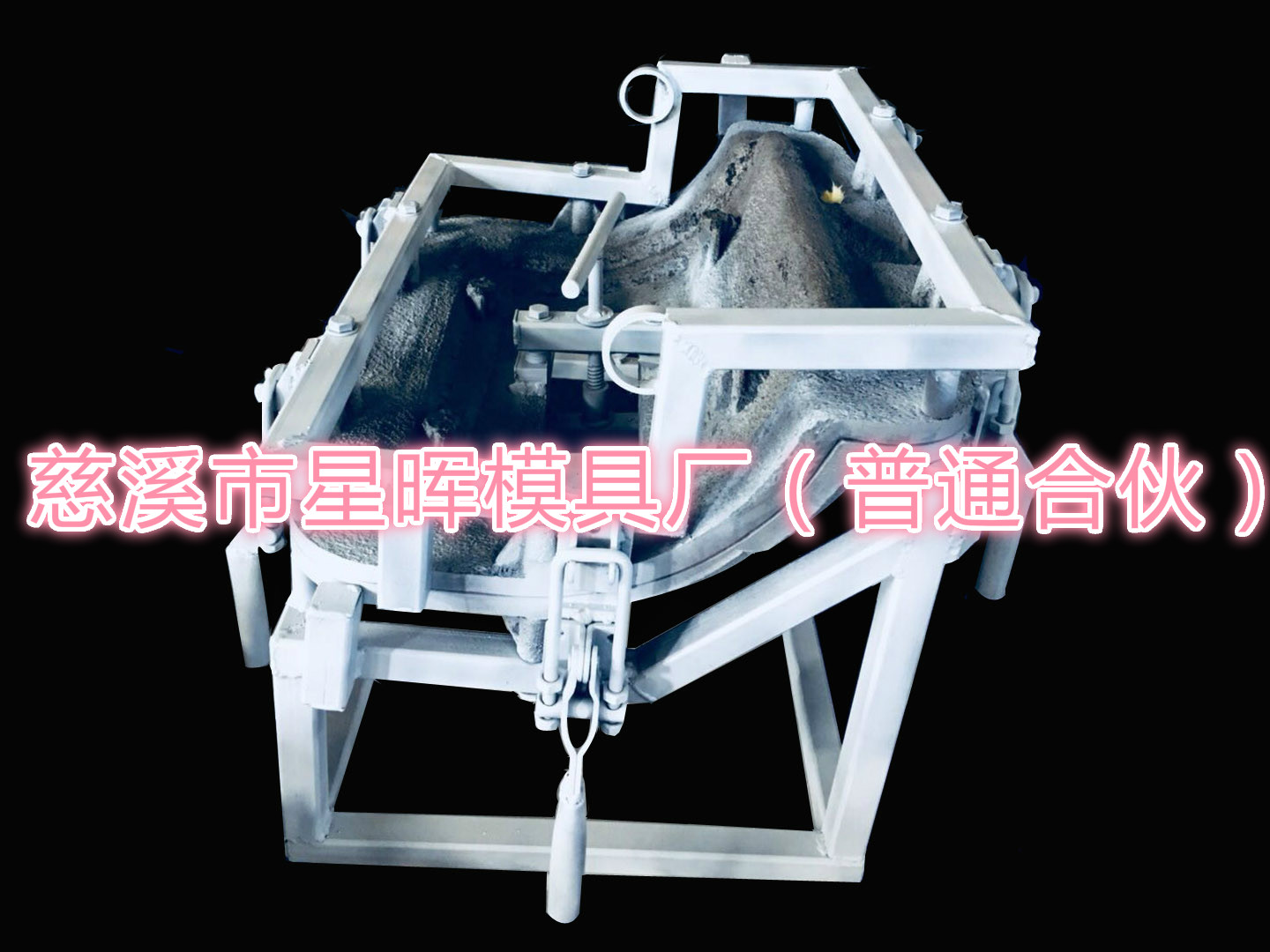
影响滚塑产品质量的因素有很多,其中比较重要的有模具的形状,模具的旋转速度,模具加热温度、加热时间,塑料粉末的物理特征等等。1、滚塑产品的模具:旋塑用的模具是单壁封闭模具,它给出制品的外形轮廓而对制品内部轮廓无法精准到细部。旋塑用模具的制模材料一般选择普通碳钢板焊接。焊接模成本比较低,尤其适用于大型旋塑制品。旋塑工艺对其模具有如下基本要求:模具在反复加热和冷却的过程中不容易发生变形和挠曲。模具上应附有便于松脱的夹持机构,以使模具在加热和冷却工序中能紧密闭合,而在需要卸下制品和装料时又能很容易的打开。2、的旋转速度:通常旋塑机采用两个可调速电机为模具绕主轴及次轴的旋转、摇摆运动提供动力,这样模具的绕主轴转速和绕次轴摇摆皆可调节。制作滚塑模具设计操作者通过调节两个调速电机的转速,可在任何制品形状下获得相对均匀的制品壁厚。模具旋转、摇摆的基本作用是使粉状物料均匀混台并遍布模具表面。3、聚乙烯粉末的颗粒大小:聚乙烯粉末颗粒的大小对其熔融过程有重要的影响。颗粒越小,其表面积与体积之比越大,熔融速率就越高。通常旋塑粉末颗粒应不低于30目,但是 ,粉末颗粒尺寸也不宜过小,因为太细的粉末极易吸湿、结块,很难烘干,增加工艺上的困难。滚塑模具设计生产厂家太细的粉状物料在模具中翻滚时将会结块,导致粉末的不均勻受热,最终形成不均匀的制品壁厚或者在制品中形成熔融不充分的塑料。4、加热时间和冷却时间:加热时间过短会导致粉末未熔融完全,塑料性能达不到高指标,加热时间过长会导致塑料氧化,从而破坏其塑料分子结构,易老化,发脆影响滚塑制品质量,而冷却时间也十分关键,冷却过快,容易使制品变形,影响制品使用性和美观性。

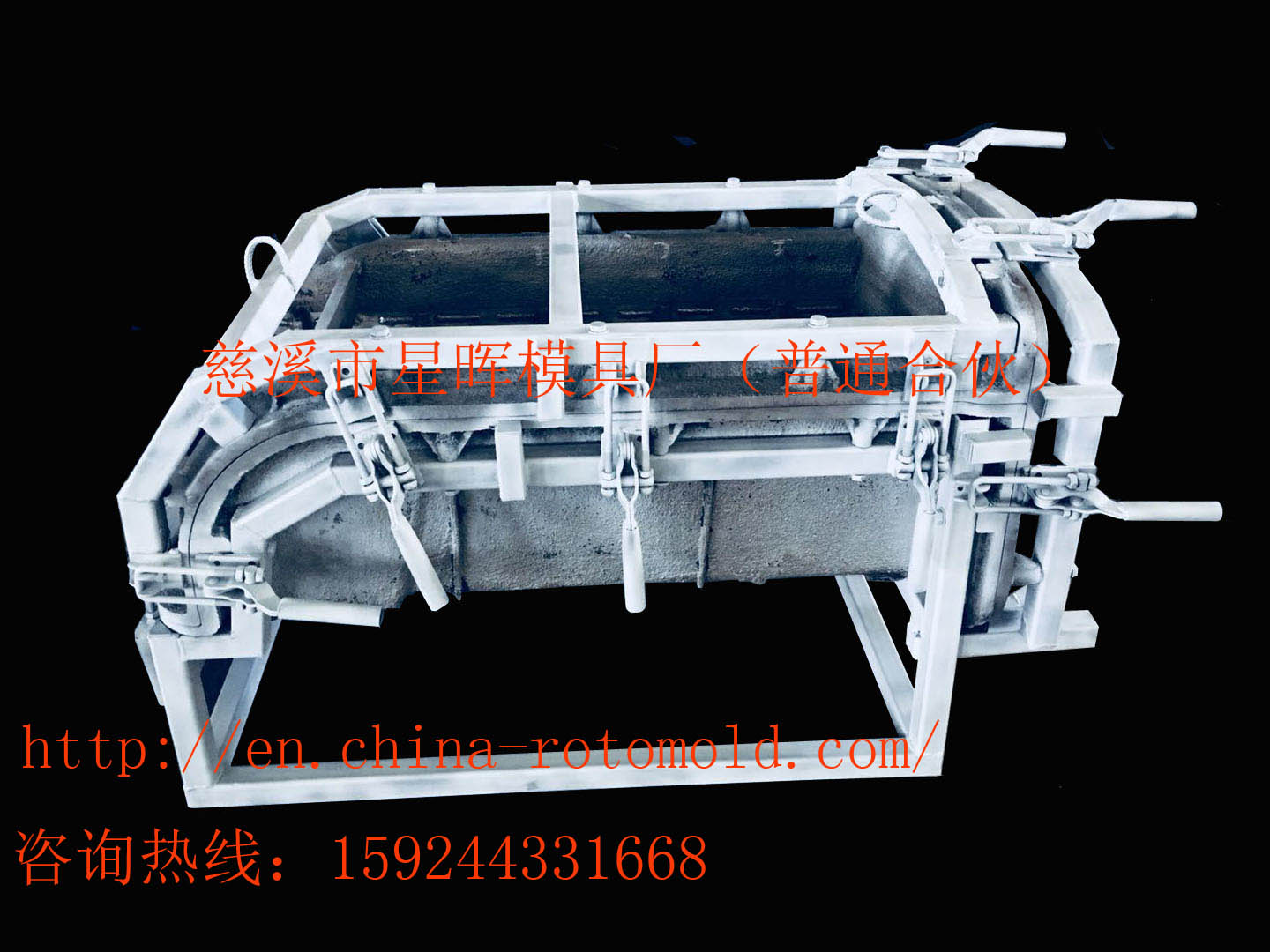
应设置通气管道,以防止在加热过程个模具内气体受热膨胀而把熔融的塑料沿合模缝挤出,并且防止在冷却过程中模具内产生负压而导致模具和制品变形。制作滚塑模具设计模具局部结构设计时应尽量避免较深的腔和洞,以及加强筋和实心凸起之类的结构,因为粉末状的物料很难布满上述结构的表面。绝大多数滚塑成型加工工艺,在成型过程中,塑料模具均处于相当高的压力(压强)之下,比如应用极为广泛的注塑、压缩模塑,挤出,吹塑等,因此应用这些成型I艺生产大型塑料制件时,不仅必须使用能够承受很大压力的模具,使模具变得笨重而复杂,而且塑料成型设备也必须设计、制造得+分牢固,机模的加工制造难度相应增大,成本增加。滚塑模具设计生产厂家与此相反,由于滚塑成型工艺只要求机架的强度足以支承物料、模具及机架自身的重量,以及防止物料泄漏的闭模力,因此即使滚塑大型及特大型塑料制件,也无需使用十分笨重的设备与模具,机模的加工制造十分方便,制造周期短、成本低。从理论上讲,用滚塑成型工艺成型的制件,在尺寸上几乎没有上限。而生产这样大的塑料容器,如采用吹塑成型,不用十分昂贵而庞大的吹塑设备是不可能的。
气泡形核在滚塑加工成形全过程中典型性的气泡形状及温度。制作滚塑模具设计当模貝送进加热至300~400°C的热处理炉里时,模貝中的混和粉末状刚开始慢慢被加温。当温度升到聚合物熔化温度时,聚合物粉末状刚开始熔化。聚合物熔体伴随着模貝的转动而流动性,包囊住发泡剂,产生发泡孕妈,在其中分散化着都还没刚开始溶解的发泡剂。必须留意的是,假如聚合物熔体终止流动性,而沒有非常好地包囊住发泡剂得话,会在发泡剂和聚台物熔体间产生气泡,这种气泡会给气泡形状产生不良影响。滚塑发泡成形全过程基础.上沒有裁切健身运动,因而在聚合物熔化全过程中,聚合物熔体的零裁切粘度是一个关键的流变性主要参数。滚塑模具设计生产厂家当聚合物孕妈的温度高过发泡剂的溶解温度时,发泡剂刚开始溶解,在聚合物孕妈中造成汽体。那样就产生了气泡核。
![]()








