
电 话:13567401080
传 真:+86-574-63786387
邮 箱:xh@china-rotomold.com
网 址:www.china-rotomold.com
地 址:慈溪市龙山镇范市新东村纬二路6-1号

滚塑操作步骤可降解性:(a)投料:将称好料的塑料以液體或颗粒料的方式装进模具内壁;大型塑料模具制造(b)加温:滚塑成型机带著模具在2个方位时旋转,并添加热处理炉,使模具变暖,全部的塑料粘附并煅烧于模芯的内表层;(c)制冷:伴随着模具的持续旋转,模具另外转出热处理炉进到制冷室,塑料模具制造厂家在制冷室中滚塑塑料制冷成型;(d)出模:滚塑成型机转至出模部位,模具终止旋转,开启模具,取下

应设置通气管道,以防止在加热过程个模具内气体受热膨胀而把熔融的塑料沿合模缝挤出,并且防止在冷却过程中模具内产生负压而导致模具和制品变形。大型塑料模具制造模具局部结构设计时应尽量避免较深的腔和洞,以及加强筋和实心凸起之类的结构,因为粉末状的物料很难布满上述结构的表面。绝大多数滚塑成型加工工艺,在成型过程中,塑料模具均处于相当高的压力(压强)之下,比如应用极为广泛的注塑、压缩模塑,挤出,吹塑等,因此应用这些成型I艺生产大型塑料制件时,不仅必须使用能够承受很大压力的模具,使模具变得笨重而复杂,而且塑料成型设备也必须设计、制造得+分牢固,机模的加工制造难度相应增大,成本增加。塑料模具制造厂家与此相反,由于滚塑成型工艺只要求机架的强度足以支承物料、模具及机架自身的重量,以及防止物料泄漏的闭模力,因此即使滚塑大型及特大型塑料制件,也无需使用十分笨重的设备与模具,机模的加工制造十分方便,制造周期短、成本低。从理论上讲,用滚塑成型工艺成型的制件,在尺寸上几乎没有上限。而生产这样大的塑料容器,如采用吹塑成型,不用十分昂贵而庞大的吹塑设备是不可能的。

滚塑又被称为滚塑成型、转动成型、旋转成型等,是一种热固性塑料空心成型方式。滚塑加工关键分成二步先将塑料原材料添加模具中,随后模具沿两竖轴持续转动并使之加温,结构内的塑料原材料在作用力和能源的功效下。大型塑料模具制造慢慢匀称地施胶、熔化黏附于模芯的全部表层上,成型为所必须的样子。预成型滚塑铝膜加工的特性以下:一、可以立即成型出样子繁杂的中间(比如一些选用别的成型方式必须事前各自制得二只构件,随后再用手工制作组成起來的提高塑胶制品)及其非常大的空心产品。二、制取商品能够便捷地选用加温硬底化,进而减少提高塑胶制品的成型周期时间,确保产品品质的可靠性。三、有利于在制品中放置镶件及其制品施加点胶解决。四、全部加工全过程,只是必须人力添加原材料和取下产品,成型全过程在密闭式的模具中开展,无丁二烯等有害物质及玻纤飞舞对身体的伤害减少到最少。塑料模具制造厂家滚塑铝膜的加工加工工艺的常见问题1、加工工艺定编简要、表述详尽,加工內容尽可能标值化表述;2、加工重难点处,加工工艺要着重强调;3、必须组成加工处,加工工艺表述清晰;4、镶块需独立加工时,留意加工精密度的加工工艺规定标明;5、组成加工后,滚塑机需独立加工的镶块零件,组成加工时加工工艺安裝独立加工的标准规定。6.模具加工中弹黄是最非常容易毁坏的,因此 要挑选疲惫长寿命的模具弹黄。
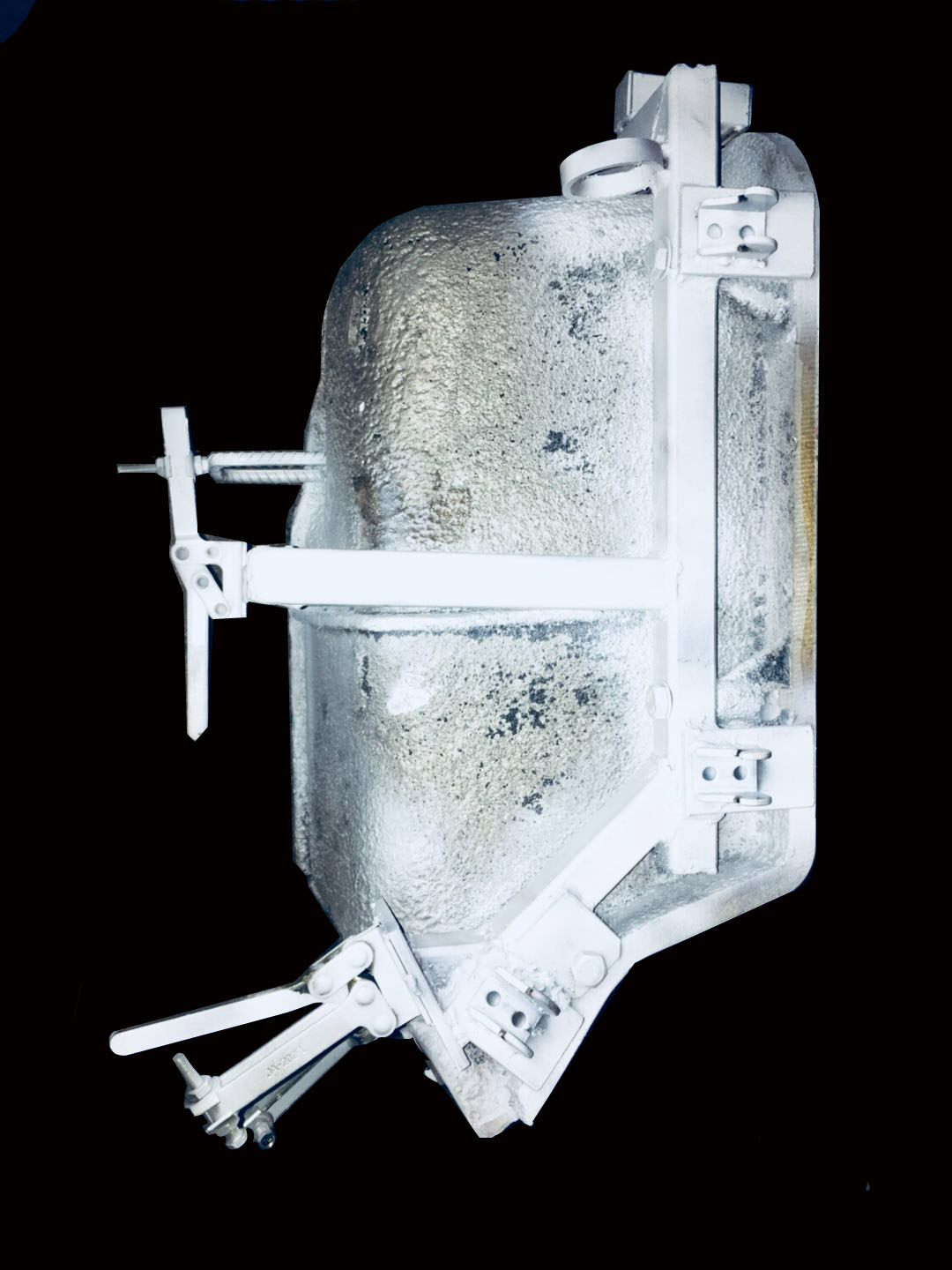
滚塑加工通常都需要相应的模具来进行样式的确认。大型塑料模具制造那麼该怎样制做呢?接下去就给大家来具体的介绍下,希望对大家能有帮助吧。模具设计制做的标准是:表面光洁;构造合理、生产高效率、便于自动化;制造容易、使用寿命高、低成本;设计满足加工需要,经济合理。总体设计和参数选择须考虑刚度、导性、倒料组织、定位方式、空隙大小等要素。模具制造厂家因为制作过程中的每个构件都是在高溫与转动的生产流程下成型的,有别于那些在重压下形成的构件,因而不用像注塑成型那般还需要历经特别加工才能够承受住重压的考验。模具上的易耗配件应容易更換。对于塑料模具和压铸模具,还需要考虑科学合理的浇筑系统、融熔塑料或金属流动状态、进入型腔的位置与方向。塑料模具制造厂家为了提升生产效率、降低流道浇筑损失,可选用多型腔模具,在一模具内能同时完成数个相同或不同的制品。在批量生产中应选用高效率、高精密、高使用寿命的模具。冲压模应选用多工位级进模,可选用硬质合金镶块级进模,以提升使用寿命。在小批量生产和新品研制中,应选用,构造简单、制造快、低成本的简易模具,如組合冲模、薄板冲模、聚氨酯橡胶模、低熔点合金模、锌合金模、超塑性合金模等。模具已開始选用计算机应用设计,即运用以计算机为主的一整套系统对模具进行可靠性设计。这也是模具设计的发展趋势。制造按结构特点,分成平面的冲裁模和具备空間的型腔模。冲裁模运用凸模与凹模的尺寸搭配,有的甚至是无间隙配合。其它锻模如冷挤压模、压铸模具、 粉未冶金模、塑料模具、橡胶模等都属于型腔模,用以成型立体样式的产品工件。型腔模在长、宽、高3个方向都有尺寸标准,样式繁杂,制造艰难。模具生产通常为单件、小批生产,制造标准严格、多选用严格的加工设备和测量设备。

滚塑产品的形状影响滚塑容器的成型,但大致是壳体结构,为便捷出模,一般选用对出模。 1、应尽量薄(可节约驱动力)且对产品厚度和特性有立即影响(太厚易造成模腔内原材料溫度不一样)。另与滚塑方法和加热系统软件相关,如:热液体传输加热模具δ应加厚型=12-15mm,以确保液体迅速加热泪盈眶模具且匀称溫度。大型塑料模具制造用以暖风循环式加热的模具,δ就薄一些(5-7mm)。2、滚塑容器需有排气口,便于排出来因模内压力升高,低分子化合物溶解。排气口是一个厚壁金属塑料管,伸到模腔中心,为防止转动时粉状树脂从排气口外溢,该孔用玻璃丝,石墨粉这类原材料铺满。3、原材料的规定不高。传热性、延展性、电焊焊接性、耐温性好就可以。钢、铝普遍。模具原材料影响加热滚塑容器所需时间加热周期中的关键一部分,因而模具材料对加热周期影响非常大。如205℃,δ=3.1m的镍制模具与薄厚为614mm的铅模具相同加热,時间h1比h2小滚塑容器模具:模具自转和公转速度等要制取壁厚匀称的产品,模具的自转和公转速度及传动比十分关键的影响因素。滚塑容器自转速率不可以太快,造成向心力会使原材料飞出模腔,适当的速率应确保模具每转一周就会有一层料粘在模内壁。关键取决于树脂黏度。黏度高,迟缓转速比下才可以匀称遮盖模腔。塑料模具制造厂家公转速度低于自转速率,一般 为1:4,有时候1:1或1:8上下。传动比在于产品形状、模具悬架方法。
![]()








